🕓 آخرین بروزرسانی: ۱۴۰۵/۰۳/۰۹
طرح تولید فیلتر ممبران یکی از فناوریهای پیشرفته در حوزه تصفیه آب و جداسازی محلولهاست که با رشد تقاضا برای آب پاک، اهمیت ویژهای پیدا کرده است. این محصول با تکیه بر فناوری غشایی، ذرات معلق، باکتریها و ناخالصیهای محلول در آب را حذف میکند و نقش مهمی در صنایع مختلف دارد. انتخاب این حوزه برای سرمایهگذاری به دلیل رشد پایدار بازار، نیاز جهانی به آب تصفیهشده و وابستگی صنایع به فیلترهای ممبران، گزینهای هوشمندانه به شمار میرود. بازده بالا، عمر مفید طولانی و قابلیت استفاده در پروژههای صنعتی از جمله مزایای اقتصادی آن است. مجموعهی آسان مشاور با بهرهگیری از تجربه گسترده در مطالعات اقتصادی و صنعتی، میتواند در تحلیل دقیق این پروژه و مسیر سرمایهگذاری مطمئن، مشاوره تخصصی ارائه دهد.
«درخواست مشاوره تخصصی برای سرمایهگذاری»
طرح تولید فیلتر ممبران و کاربرد آن در صنعت
فناوری غشایی در سالهای اخیر به یکی از مؤلفههای کلیدی در کنترل کیفیت آب و فرایندهای جداسازی تبدیل شده است. در این میان، طرح تولید فیلتر ممبران نقش مهمی در رفع نیاز صنایع به تجهیزات تصفیه پیشرفته ایفا میکند. فیلتر ممبران با عملکرد دقیق و بازده بالا، در تصفیهخانههای شهری، واحدهای صنعتی، صنایع دارویی و تولید مواد غذایی به کار گرفته میشود. علاوه بر تصفیه آب، این فیلترها در بازیافت پساب، صنایع شیمیایی و حتی فرآوری محصولات کشاورزی نیز استفاده دارند. وجود ظرفیت بالای تقاضا در بازار داخلی و بینالمللی باعث شده است تا این حوزه از نظر سودآوری و پایداری اقتصادی، مورد توجه سرمایهگذاران و فعالان صنعتی قرار گیرد.
معرفی فیلتر ممبران
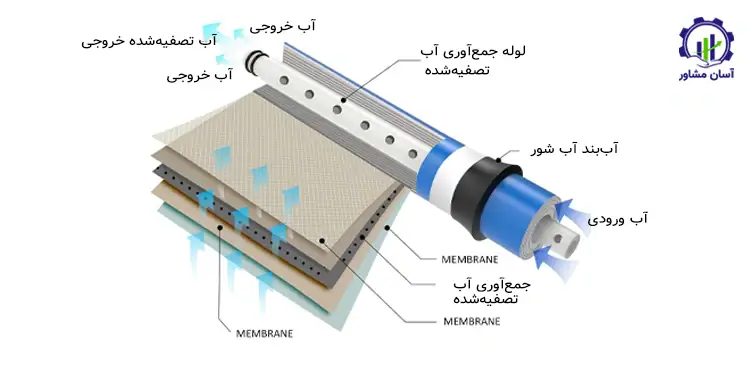
فیلتر ممبران (Membrane Filter) یک غشای نیمهتراواست که وظیفه آن جداسازی ذرات، یونها و مولکولهای بزرگ از محلولهاست. ساختار آن معمولاً از پلیمرهای مقاوم در برابر فشار و دما تشکیل میشود که در فرایندهای فیلتراسیون معکوس (RO) یا اولترافیلتراسیون (UF) به کار میروند. این نوع فیلتر قادر است آب را با خلوص بسیار بالا تولید کند و حتی املاح محلول و فلزات سنگین را نیز حذف نماید. در صنایع دارویی، غذایی، نیروگاهها و تجهیزات آزمایشگاهی، فیلتر ممبران به عنوان یکی از اجزای اصلی تصفیه و کنترل کیفیت به کار میرود. دوام بالا، مصرف انرژی پایین و عملکرد پایدار از مهمترین ویژگیهای این فناوری محسوب میشود.
اهمیت در صنعت
اهمیت استفاده از فیلتر ممبران در صنعت از دو جنبه فنی و اقتصادی قابل توجه است. از جنبه فنی، این فناوری توانسته است بسیاری از چالشهای مرتبط با خلوص آب، بهویژه در صنایع حساس مانند داروسازی و نیمههادی، را برطرف کند. از نظر اقتصادی نیز کاهش هزینههای عملیاتی، افزایش طول عمر تجهیزات و امکان بازیافت آب صنعتی از مزایای اصلی به شمار میآید. فیلتر ممبران موجب ارتقای بهرهوری در تولید، کاهش ضایعات و حفظ منابع طبیعی میشود. در صنایع نفت، گاز، غذایی و پتروشیمی نیز استفاده از این فیلترها به عنوان بخشی از سیستمهای فیلتراسیون دقیق، موجب بهبود کیفیت محصول و کاهش اثرات زیستمحیطی شده است.
کد آیسیک و کد تعرفه گمرکی مرتبط
- کد آیسیک این محصول : ۳۳۱۲۲۲۲۴۳۵
- کد تعرفه گمرکی : ۸۴۲۱۲۱


مراحل راه اندازی واحد تولید فیلتر ممبران
راه اندازی یک واحد برای تولید فیلتر ممبران نیازمند برنامهریزی دقیق، بررسی فنی و شناخت کامل از الزامات بازار است. در این مسیر، باید از انتخاب فناوری مناسب تا آمادهسازی زیرساختها، همه مراحل به شکل منظم انجام شود. انجام درست این مراحل موجب میشود تا پروژه با کمترین ریسک آغاز شود و بازده مالی آن افزایش یابد. فرایند راهاندازی چنین واحدی ترکیبی از تحلیل اقتصادی، آمادهسازی فنی و مدیریت منابع انسانی است که با اجرای اصولی، میتواند زمینه ورود موفق به بازار را فراهم کند.
معرفی گام به گام
در این بخش ده مرحلهی اصلی برای ایجاد و راهاندازی واحد تولید فیلتر ممبران معرفی میشود. هر مرحله بخشی از مسیر عملیاتی را توضیح میدهد و رعایت ترتیب آنها موجب کاهش هزینهها و افزایش بهرهوری خواهد شد. برای اجرای صحیح هر گام، باید به مطالعات فنی، تحلیل بازار و آمادهسازی تجهیزات توجه ویژه داشت.
۱. بررسی تقاضا و تحلیل بازار هدف :
پیش از هر اقدامی، بررسی دقیق تقاضا در بازار داخلی و بینالمللی ضروری است. در این مرحله باید میزان مصرف فیلتر ممبران، نیاز صنایع مختلف و تعداد رقبا مشخص شود. شناخت دقیق بازار هدف کمک میکند تا ظرفیت تولید و استراتژی بازاریابی با واقعیتهای اقتصادی هماهنگ باشد. این تحلیل میتواند به کاهش ریسک سرمایهگذاری و افزایش دقت در انتخاب فناوری کمک کند.
۲. نگارش طرح اولیه :
در این گام، چارچوب اولیه پروژه تدوین میشود. این مرحله شامل بررسی فنی، برآورد هزینهها و تعریف اهداف اجرایی است. نگارش طرح توجیهی کمک میکند تا مسیر اجرایی، الزامات قانونی و ساختار سرمایهگذاری بهصورت شفاف مشخص شوند. این سند بهعنوان نقشه راه پروژه عمل میکند و مبنای تصمیمگیری برای جذب سرمایه و اخذ مجوزها خواهد بود.
۳. اخذ مجوزهای لازم :
پس از تدوین اسناد فنی و اقتصادی، نوبت به دریافت مجوزهای رسمی از مراجع قانونی میرسد. برای تولید فیلتر ممبران، مجوزهایی از سازمان محیط زیست، وزارت صنعت و سازمان استاندارد موردنیاز است. در این مرحله باید مدارک فنی، طرح ساخت و مشخصات مواد اولیه ارائه شود. رعایت الزامات قانونی از بروز مشکلات در مراحل تولید جلوگیری میکند و امکان فعالیت رسمی و صادراتی را فراهم میسازد.
۴. تأمین منابع مالی :
مرحله بعدی شامل تأمین سرمایه لازم برای خرید تجهیزات، مواد اولیه و هزینههای ساخت است. منابع مالی میتواند از طریق آورده شخصی، تسهیلات بانکی یا سرمایهگذاران خصوصی فراهم شود. مدیریت دقیق جریان نقدی در این مرحله اهمیت زیادی دارد. برنامهریزی مالی مناسب موجب میشود تا هزینههای اولیه کنترل شوند و سرمایه در زمان مناسب به بخشهای ضروری اختصاص یابد.
۵. انتخاب مکان مناسب :
محل احداث واحد باید از نظر دسترسی به مواد اولیه، نیروی کار، انرژی و حملونقل بررسی شود. نزدیکی به مناطق صنعتی یا مراکز مصرف، هزینههای لجستیکی را کاهش میدهد. همچنین انتخاب زمینی با زیرساختهای برق، آب و گاز، سرعت راهاندازی را افزایش میدهد. مکانیابی درست میتواند بهرهوری تولید را بالا ببرد و ریسک تأخیر در اجرای پروژه را کاهش دهد.
۶. تهیه تجهیزات، تأسیسات و زیرساختهای لازم :
در این مرحله باید تجهیزات فنی و دستگاههای مرتبط با تولید فیلتر ممبران انتخاب و نصب شوند. انتخاب ماشینآلات بر اساس ظرفیت طراحی و فناوری بهکاررفته اهمیت دارد. ایجاد تأسیسات جانبی مانند سیستمهای تهویه، خطوط لوله و تجهیزات آزمایشگاهی نیز ضروری است. اجرای دقیق این بخش موجب پایداری عملکرد خط و افزایش کیفیت نهایی محصول خواهد شد.
۷. تأمین نیروی انسانی :
تولید فیلتر ممبران نیازمند نیروهای متخصص در بخشهای فنی، کنترل کیفیت و نگهداری است. در این گام باید ترکیب تیم کاری، شرح وظایف و برنامههای آموزشی مشخص شود. آموزش کارکنان در زمینه فناوری غشایی و روشهای کنترل کیفیت، تأثیر مستقیم بر عملکرد نهایی دارد. سرمایهگذاری در نیروی انسانی به بهبود راندمان و کاهش خطاهای تولید کمک میکند.
۸. تولید آزمایشی :
پس از آمادهسازی تجهیزات و آموزش نیروی انسانی، مرحله تولید آزمایشی آغاز میشود. هدف از این فاز، بررسی عملکرد تجهیزات، کیفیت محصول و شناسایی مشکلات احتمالی است. در این مرحله میتوان پارامترهای تولید را تنظیم کرد تا نتیجه نهایی مطابق با استانداردهای مورد نظر باشد. موفقیت در تولید آزمایشی نشاندهنده آمادگی کامل برای شروع تولید انبوه است.
۹. نظارت و کنترل کیفیت :
نظارت مداوم در تمام مراحل تولید برای حفظ ثبات کیفیت محصول ضروری است. در این بخش باید از ابزارهای آزمایشگاهی دقیق و روشهای استاندارد استفاده شود. کنترل کیفیت شامل ارزیابی فیزیکی و شیمیایی فیلترها، بررسی مقاومت غشا و تست راندمان است. اجرای این فرآیند موجب افزایش اعتماد مشتریان و اعتبار برند در بازار خواهد شد.
۱۰. تولید تجاری و ارزیابی مستمر :
پس از طی مراحل آزمایشی، واحد وارد فاز تولید تجاری میشود. در این مرحله تمرکز بر افزایش ظرفیت، بهبود بهرهوری و پایش مستمر عملکرد قرار دارد. بررسی بازخورد مشتریان، تحلیل هزینهها و اصلاح فرآیندها از عوامل موفقیت در تولید بلندمدت هستند. تداوم ارزیابی موجب میشود که روند تولید مطابق با نیازهای بازار و استانداردهای جهانی باقی بماند.
در پایان این مراحل، میتوان گفت که اجرای دقیق هر مرحله باعث افزایش احتمال موفقیت پروژه و بازدهی اقتصادی میشود. مدیریت منظم، کنترل منابع و انتخاب فناوری مناسب از عوامل اصلی موفقیت در این مسیر هستند. در صورت نیاز به بررسی دقیقتر ابعاد فنی، مالی و بازاری، میتوانید از خدمات مشاوره تخصصی برای طراحی مسیر اجرایی و تحلیل اقتصادی استفاده کنید.
روند تولید فیلتر ممبران؛ راهنمای جامع برای تولیدکنندگان
فیلتر ممبران یکی از پیشرفته ترین و حیاتی ترین محصولات در صنعت تصفیه و جداسازی سیالات است که عملکرد آن بر پایه عبور انتخابی مولکول ها از یک ساختار چندلایه بسیار نازک و مهندسی شده تعریف می شود. این فیلترها در فناوری هایی مانند اسمز معکوس، نانوفیلتراسیون، اولترافیلتراسیون و میکروفیلتراسیون کاربرد گسترده دارند و در تامین آب آشامیدنی، شیرین سازی آب دریا، تصفیه پساب صنعتی، صنایع دارویی، غذایی و حتی تولید آب فوق خالص استفاده می شوند. ساختار ممبران شامل لایه فعال، لایه پشتیبان متخلخل و لایه تقویتی است که در کنار هم عملکرد دقیق و پایدار ایجاد می کنند. تولید این محصول نیازمند کنترل دقیق در سطح میکرو و نانو است، زیرا کوچک ترین تغییر در ساختار، ترکیب مواد یا شرایط فرآیند می تواند تاثیر قابل توجهی بر راندمان، فشار کاری، میزان گرفتگی و طول عمر محصول داشته باشد.
فرآیند تولید فیلتر ممبران
تولید فیلتر ممبران یک فرآیند پیچیده، چندمرحله ای و کاملا وابسته به کنترل دقیق پارامترهای فیزیکی و شیمیایی است که از طراحی و انتخاب مواد اولیه آغاز شده و تا ساخت لایه های غشایی، مونتاژ ماژول، انجام تست های عملکردی و بسته بندی نهایی ادامه پیدا می کند. در این فرآیند، عواملی مانند دما، ویسکوزیته محلول، زمان تماس، ترکیب شیمیایی، سرعت تولید، رطوبت محیط و تمیزی فضای تولید تاثیر مستقیم بر کیفیت نهایی دارند. در واقع، کیفیت ممبران نتیجه هماهنگی کامل بین تمامی این مراحل است و هرگونه نقص در یکی از آنها می تواند عملکرد کل محصول را تحت تاثیر قرار دهد.
۱. طراحی محصول و تعیین مشخصات فنی
در اولین مرحله، طراحی محصول و تعیین مشخصات فنی انجام می شود که پایه کل فرآیند تولید محسوب می شود. در این بخش مشخص می گردد که ممبران برای چه کاربردی طراحی شده است، چه نوع جداسازی انجام می دهد، چه فشاری را تحمل می کند و چه میزان عبور سیال مورد انتظار است. همچنین شرایط عملیاتی مانند دما، نوع سیال، میزان آلودگی و طول عمر مورد نیاز نیز در همین مرحله بررسی می شوند. اگر طراحی به درستی انجام نشود، حتی بهترین فرآیند تولید نیز نمی تواند عملکرد مطلوبی ایجاد کند، بنابراین این مرحله از نظر مهندسی اهمیت بسیار بالایی دارد.
- تعیین نوع ممبران: در این بخش مشخص می شود که ممبران از نوع RO، UF، NF یا MF است. این انتخاب مسیر کلی طراحی، نوع مواد اولیه و ساختار غشا را تعیین می کند و هر کدام کاربرد خاص خود را دارند.
- تعریف پارامترهای عملکردی: پارامترهایی مانند دبی عبوری، درصد حذف نمک یا آلاینده ها و فشار کاری تعیین می شوند. این موارد معیار اصلی ارزیابی کیفیت ممبران در کاربرد واقعی هستند.
- انتخاب ساختار ماژول: نوع ماژول مانند مارپیچی، لوله ای یا صفحه ای انتخاب می شود. این موضوع بر نحوه مونتاژ، هزینه تولید و کاربرد صنعتی تاثیر مستقیم دارد.
۲. انتخاب مواد اولیه
در این مرحله، مواد اولیه با توجه به مشخصات طراحی انتخاب می شوند تا عملکرد مورد انتظار در محصول نهایی ایجاد شود. انتخاب مواد نقش بسیار مهمی در تعیین خواص مکانیکی، شیمیایی و عملکردی ممبران دارد و باید با دقت بالا انجام شود. تولیدکننده باید علاوه بر قیمت و دسترسی مواد، به پایداری آنها در برابر فشار، دما، مواد شیمیایی و شرایط واقعی بهره برداری توجه کند. در بسیاری از کاربردها، انتخاب اشتباه مواد باعث کاهش عمر ممبران، افزایش گرفتگی یا افت کیفیت جداسازی می شود.
- پلیمرهای پایه: پلیمرهایی مانند پلی آمید برای لایه فعال و پلی سولفون یا پلی اترسولفون برای لایه پشتیبان استفاده می شوند. این مواد باید از نظر شیمیایی پایدار باشند و توانایی ایجاد ساختار یکنواخت و قابل کنترل را داشته باشند.
- حلال ها و افزودنی ها: این مواد برای ایجاد محلول یکنواخت و کنترل ساختار منافذ استفاده می شوند. افزودنی ها می توانند ویژگی هایی مانند آب دوستی، مقاومت در برابر گرفتگی و پایداری ساختاری را بهبود دهند.
- مواد تقویتی: پارچه های پشتیبان یا الیاف تقویتی برای افزایش استحکام و جلوگیری از تغییر شکل در فشارهای بالا استفاده می شوند. این بخش به ممبران کمک می کند در زمان کارکرد طولانی، فرم و عملکرد خود را حفظ کند.
۳. تهیه محلول پلیمری
در این مرحله، محلول پلیمری یا Dope Solution تهیه می شود که پایه تشکیل غشا است. این محلول باید کاملا یکنواخت، پایدار و بدون ناخالصی باشد تا بتواند ساختاری دقیق و بدون نقص ایجاد کند. کیفیت این محلول روی ضخامت لایه، شکل منافذ، یکنواختی سطح و عملکرد نهایی تاثیر مستقیم دارد. به همین دلیل، تولیدکننده باید نسبت مواد، دمای اختلاط، مدت زمان همزدن و شرایط نگهداری محلول را به صورت کنترل شده مدیریت کند.
- اختلاط مواد: پلیمر، حلال و افزودنی ها در مخازن مجهز به همزن ترکیب می شوند تا محلول همگن ایجاد شود. این فرآیند باید با کنترل دقیق دما و زمان انجام شود تا پلیمر به طور کامل حل شود و تجمع مواد ایجاد نشود.
- کنترل ویسکوزیته: ویسکوزیته محلول تنظیم می شود تا ضخامت لایه در مرحله ریخته گری به درستی کنترل شود. اگر ویسکوزیته بیش از حد بالا یا پایین باشد، لایه نهایی دچار ناهماهنگی یا نقص ساختاری می شود.
- حذف ناخالصی ها: محلول از فیلترهای دقیق عبور داده می شود و حباب های هوا حذف می شوند تا از ایجاد نقص در ساختار جلوگیری شود. این کار برای جلوگیری از حفره های ناخواسته و ناپیوستگی سطحی بسیار مهم است.
۴. ریخته گری و تشکیل لایه پشتیبان
در این مرحله، لایه پشتیبان که نقش اسکلت اصلی ممبران را دارد تشکیل می شود. این لایه باید به گونه ای طراحی شود که هم استحکام مکانیکی بالا داشته باشد و هم امکان عبور سیال را فراهم کند. ریخته گری باید با دقت بالا انجام شود، زیرا ضخامت غیر یکنواخت یا پخش نامناسب محلول می تواند باعث کاهش کیفیت کل ممبران شود. این بخش پایه ای برای تشکیل لایه های بعدی است و کیفیت آن در عملکرد نهایی نقش مستقیم دارد.
- پخش محلول: محلول پلیمری به صورت یکنواخت روی بستر یا پارچه پشتیبان پخش می شود. این کار با تجهیزات دقیق انجام می شود تا لایه ای یکدست ایجاد شود و در سطح غشا خطوط، موج یا ناهماهنگی ایجاد نشود.
- کنترل ضخامت: ضخامت لایه با تنظیم فاصله تیغه و سرعت خط تولید کنترل می شود. این موضوع بر تعادل بین استحکام و نفوذپذیری تاثیر دارد و باید با نوع ممبران هماهنگ باشد.
- آماده سازی برای انعقاد: لایه ایجاد شده به سرعت وارد مرحله بعدی می شود تا ساختار متخلخل در آن شکل بگیرد. زمان انتقال باید کنترل شود، چون تاخیر زیاد می تواند ساختار سطحی را تغییر دهد.
۵. ایجاد ساختار غشایی با جدایش فازی
این مرحله مهم ترین بخش تولید ممبران است، زیرا ساختار منافذ در اینجا شکل می گیرد و عملکرد فیلتراسیون تعیین می شود. در این فرآیند، لایه پلیمری وارد محیط غیرحلال می شود و تبادل میان حلال و غیرحلال باعث ایجاد ساختار متخلخل می گردد. اندازه، تعداد و توزیع منافذ به شدت تحت تاثیر شرایط این مرحله است. اگر کنترل دما، زمان و ترکیب حمام به درستی انجام نشود، ممبران ممکن است شار پایین، مقاومت کم یا عملکرد جداسازی نامناسب داشته باشد.
- غوطه وری در حمام: لایه در محلول غیرحلال، معمولا آب، قرار می گیرد و تبادل بین حلال و غیرحلال آغاز می شود. این تبادل پایه اصلی تشکیل ساختار غشایی است و باید با سرعت کنترل شده انجام شود.
- تشکیل منافذ: در اثر این فرآیند، ساختار متخلخل با اندازه منافذ مشخص ایجاد می شود. این منافذ تعیین کننده میزان عبور سیال و کیفیت جداسازی هستند و باید یکنواخت باشند.
- کنترل شرایط: دما، زمان و ترکیب حمام باید دقیق کنترل شوند تا یکنواختی ساختار حفظ شود. تغییر کوچک در این عوامل می تواند باعث ایجاد منافذ نامنظم یا کاهش عملکرد نهایی شود.
۶. تشکیل لایه فعال
لایه فعال مهم ترین بخش ممبران است و وظیفه اصلی جداسازی را بر عهده دارد. این لایه بسیار نازک بوده و در مقیاس نانو کنترل می شود. در بسیاری از ممبران های پیشرفته، لایه فعال با واکنش های سطحی یا بین سطحی روی لایه پشتیبان ایجاد می شود. این بخش باید کاملا یکنواخت، بدون ترک، بدون ناپیوستگی و دارای ضخامت کنترل شده باشد، زیرا عملکرد حذف آلاینده ها و میزان عبور آب تا حد زیادی به کیفیت همین لایه وابسته است.
- پلیمریزاسیون سطحی: واکنش شیمیایی بین دو فاز روی سطح غشا انجام می شود تا لایه فعال تشکیل شود. این واکنش باید کاملا کنترل شده باشد تا لایه ای یکنواخت و بدون نقص ایجاد شود.
- کنترل ضخامت: ضخامت این لایه در حد نانومتر تنظیم می شود و تاثیر مستقیم بر عملکرد دارد. ضخامت زیاد می تواند شار را کاهش دهد و ضخامت کم ممکن است باعث افت کیفیت جداسازی شود.
- ایجاد خاصیت انتخابی: این لایه تعیین می کند چه مولکول هایی عبور کنند و چه موادی حذف شوند. بنابراین ساختار شیمیایی و فیزیکی آن باید با نوع کاربرد ممبران هماهنگ باشد.
۷. شستشو و تثبیت غشا
در این مرحله، غشای تولید شده وارد فاز پاک سازی و پایدارسازی می شود که نقش بسیار مهمی در کیفیت نهایی و عملکرد بلندمدت ممبران دارد. پس از مراحل شیمیایی قبلی، هنوز مقداری از حلال ها، مونومرهای واکنش نداده و مواد جانبی در ساختار باقی مانده اند که اگر حذف نشوند، می توانند باعث کاهش راندمان، ایجاد بو، تغییر خواص سطحی یا حتی تخریب ساختار در طول زمان شوند. همچنین ساختار منافذ در این مرحله هنوز به تعادل کامل نرسیده و نیاز به تثبیت دارد تا در شرایط عملیاتی تغییر نکند. به همین دلیل، شستشو و تثبیت فقط یک مرحله تمیزکاری ساده نیست، بلکه بخشی از فرآیند تکمیل عملکرد ممبران محسوب می شود.
- شستشوی چندمرحله ای: ممبران در چندین مرحله با آب دیونیزه یا محلول های خاص شسته می شود تا تمامی مواد باقی مانده حذف شوند. این شستشو باید به گونه ای انجام شود که ساختار غشا آسیب نبیند و لایه فعال از سطح جدا نشود.
- خنثی سازی واکنش ها: در صورت وجود باقی مانده واکنش های شیمیایی، از محلول های خنثی کننده استفاده می شود تا فعالیت شیمیایی متوقف شود. این کار کمک می کند غشا به حالت پایدار برسد و در زمان استفاده دچار تغییر ناگهانی عملکرد نشود.
- پایدارسازی ساختار: ممبران در شرایط کنترل شده دما و رطوبت نگهداری می شود تا ساختار منافذ تثبیت شود. این مرحله باعث می شود خواص فیزیکی غشا در زمان انبارداری و کارکرد طولانی مدت ثابت بماند.
۸. مونتاژ ماژول ممبران
در این مرحله، غشای تولید شده از حالت یک لایه نیمه ساخته خارج شده و به یک محصول صنعتی قابل استفاده تبدیل می شود. مونتاژ ماژول یکی از حساس ترین بخش های تولید است، زیرا حتی اگر کیفیت غشا بالا باشد، مونتاژ نامناسب می تواند باعث نشتی، افت راندمان، توزیع نامناسب جریان یا خرابی زودهنگام شود. رایج ترین ساختار در صنعت، ماژول های مارپیچی است که در آن لایه های ممبران، فاصله اندازها و لوله مرکزی با نظم دقیق کنار هم قرار می گیرند. کیفیت مونتاژ در این مرحله تعیین می کند که ممبران در سیستم واقعی تا چه اندازه پایدار، ایمن و قابل اعتماد عمل کند.
- ساختاردهی لایه ها: لایه های ممبران به همراه لایه های پشتیبان و فاصله اندازها به صورت دقیق روی هم قرار داده می شوند. این چیدمان باید یکنواخت باشد تا جریان سیال به درستی توزیع شود و فشار موضعی روی بخشی از غشا وارد نشود.
- پیچش مارپیچی: مجموعه لایه ها به دور یک لوله مرکزی پیچیده می شوند تا ساختار فشرده ایجاد شود. این فرآیند باید بدون ایجاد چروک، کشیدگی یا فشار موضعی انجام شود، چون این مشکلات می توانند مسیر جریان را مختل کنند.
- آب بندی و فیکس نهایی: لبه ها با چسب های صنعتی مخصوص کاملا آب بندی می شوند تا از هرگونه نشتی جلوگیری شود. کیفیت آب بندی برای تحمل فشار کاری و جلوگیری از اختلاط جریان تصفیه شده و تصفیه نشده بسیار مهم است.
۹. تست عملکرد و ارزیابی فنی
پس از مونتاژ، ممبران باید تحت مجموعه ای از تست های دقیق قرار گیرد تا عملکرد آن در شرایط واقعی شبیه سازی و بررسی شود. این مرحله بسیار حیاتی است، زیرا مشخص می کند که محصول آماده عرضه هست یا باید اصلاح شود. در بسیاری از خطوط تولید، این تست ها به صورت استاندارد و بر اساس معیارهای مشخص انجام می شوند تا محصول از نظر دبی، قدرت جداسازی، مقاومت فشاری و پایداری عملکرد بررسی شود. تست عملکرد به تولیدکننده کمک می کند محصولات معیوب را قبل از ورود به بازار شناسایی کند و از افت اعتبار برند جلوگیری نماید.
- اندازه گیری شار عبوری: میزان عبور آب در فشار مشخص اندازه گیری می شود تا ظرفیت واقعی ممبران مشخص گردد. این پارامتر نشان می دهد که ممبران چه مقدار سیال را در زمان مشخص عبور می دهد و آیا با استاندارد طراحی هماهنگ است یا نه.
- تست حذف آلاینده: توانایی ممبران در حذف نمک ها، یون ها یا آلاینده های خاص بررسی می شود. این تست تعیین کننده کیفیت جداسازی است و نشان می دهد لایه فعال عملکرد درستی دارد یا دچار نقص ساختاری شده است.
- آزمون دوام و مقاومت: ممبران تحت فشار، دما و شرایط عملیاتی مختلف قرار می گیرد تا مقاومت آن در طول زمان ارزیابی شود. این آزمون برای اطمینان از پایداری عملکرد در کاربردهای صنعتی بسیار اهمیت دارد.
۱۰. کنترل کیفیت نهایی و بسته بندی
در مرحله نهایی، محصول باید از نظر ظاهری، عملکردی و ایمنی به طور کامل بررسی شده و سپس برای عرضه به بازار آماده شود. این مرحله تضمین می کند که تنها محصولات بدون نقص وارد بازار شوند و اعتبار تولیدکننده حفظ شود.
- بازرسی نهایی چندمرحله ای: ممبران از نظر یکنواختی ساختار، سلامت سطح، کیفیت آب بندی و عملکرد بررسی می شود تا هیچ نقصی باقی نماند. در این مرحله، محصولات خارج از محدوده استاندارد جدا می شوند و فقط نمونه های تایید شده وارد بسته بندی می گردند.
- بسته بندی محافظ و بهداشتی: محصول در محیط کنترل شده و با استفاده از بسته بندی های مقاوم در برابر ضربه، رطوبت و آلودگی بسته بندی می شود. این بسته بندی باید از خشک شدن، آلودگی یا آسیب مکانیکی ممبران جلوگیری کند.
- درج مشخصات و دستورالعمل ها: اطلاعاتی مانند نوع ممبران، ظرفیت، فشار کاری، شرایط نگهداری و دستورالعمل استفاده روی بسته درج می شود. این اطلاعات برای نصب صحیح، نگهداری مناسب و جلوگیری از استفاده نادرست ضروری است.
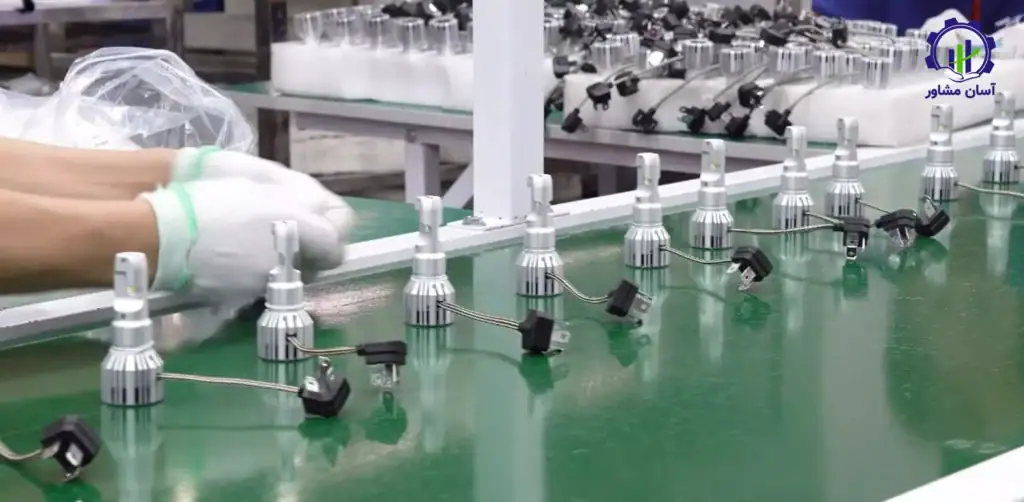
تولید فیلتر ممبران یک فرآیند کاملا تخصصی، دقیق و چندمرحله ای است که از طراحی و انتخاب مواد اولیه آغاز می شود و تا ساخت لایه های غشایی، تثبیت، مونتاژ، تست عملکرد و بسته بندی ادامه پیدا می کند. کیفیت نهایی ممبران فقط به ساخت لایه فعال وابسته نیست، بلکه به هماهنگی تمامی مراحل، از تهیه محلول پلیمری تا آب بندی ماژول و کنترل کیفیت نهایی بستگی دارد.

بررسی تجهیزات و تأسیسات خط تولید فیلتر ممبران
تجهیزات در خط تولید فیلتر ممبران نقشی حیاتی در دستیابی به کیفیت بالا و عملکرد پایدار دارند. هر دستگاه باید متناسب با ظرفیت تولید و فناوری مورد استفاده انتخاب شود تا ضمن حفظ بهرهوری، از هدررفت مواد جلوگیری گردد. طراحی صحیح تأسیسات و جانمایی تجهیزات نیز باعث میشود جریان کار روانتر پیش برود و هزینههای نگهداری کاهش یابد. این بخش به بررسی اجزای اصلی خط و معرفی تجهیزات کلیدی موردنیاز میپردازد.
لیست تجهیزات
در یک خط کامل تولید فیلتر ممبران، تجهیزات متعددی به کار گرفته میشود که هرکدام بخشی از فرآیند را انجام میدهند. انتخاب نوع دستگاهها بر اساس ظرفیت مورد انتظار، نوع غشا (RO، UF یا NF) و جنس مواد اولیه صورت میگیرد. تجهیزات باید از نظر مصرف انرژی، دقت عملکرد و دوام در شرایط کاری بررسی شوند. در ادامه، مهمترین تجهیزات و تأسیسات این خط معرفی میشود.
۱. میکسر صنعتی
میکسر برای ترکیب مواد پلیمری با حلالها به کار میرود. این دستگاه باید توانایی حفظ دمای ثابت و ایجاد اختلاط یکنواخت را داشته باشد. تیغههای مقاوم در برابر خوردگی و قابلیت تنظیم سرعت از ویژگیهای ضروری آن است. کیفیت اختلاط مواد در این مرحله تأثیر مستقیمی بر ساختار غشا دارد.
۲. واحد آمادهسازی محلول
این واحد شامل مخازن، سیستمهای گرمایش و فیلترهای تصفیه اولیه است که برای آمادهسازی محلول پلیمری مورد استفاده قرار میگیرد. هدف از این مرحله حذف ذرات معلق و کنترل خواص فیزیکی محلول است تا غشای نهایی بدون نقص تولید شود.
۳. دستگاه ریختهگری غشا
این دستگاه وظیفه دارد محلول پلیمری را روی سطحی صاف و دقیق پخش کند تا لایهای یکنواخت تشکیل شود. قابلیت تنظیم ضخامت لایه و کنترل سرعت حرکت فیلم از ویژگیهای مهم این دستگاه است. پایداری مکانیکی و کنترل دقیق در این بخش تضمینکننده کیفیت ساخت غشا خواهد بود.
۴. حمام انعقاد
حمام انعقاد محیطی است که در آن لایه ریختهشده از حالت محلول به حالت جامد تبدیل میشود. دمای مایع انعقاد، نوع حلال و مدتزمان غوطهوری در کیفیت و اندازه منافذ غشا تأثیر زیادی دارد. طراحی مناسب این بخش موجب ایجاد تخلخل یکنواخت در سطح فیلتر میشود.
۵. سیستم شستوشو و خشککن
برای حذف حلالها و تثبیت ساختار غشا، فیلترها باید با آب مقطر شستوشو و سپس خشک شوند. این بخش معمولاً شامل تانکهای شستوشو، نازلهای اسپری آب و تونلهای خشککن با دمای کنترلشده است. خشککردن اصولی از ترکخوردگی و تغییر ابعاد غشا جلوگیری میکند.
۶. دستگاه برش و رولکن
غشاهای آماده باید با دقت بالا برش داده شوند و در اندازههای مشخص رول شوند. دستگاههای برش اتوماتیک با تیغههای دقیق، لبههای فیلتر را صاف میکنند و از هدررفت مواد جلوگیری مینمایند. سیستم رولکن نیز غشاها را برای مرحله مونتاژ آماده میکند.
۷. تجهیزات مونتاژ فیلتر
در این قسمت، غشاها درون محفظههای مخصوص قرار گرفته و اجزای مختلف از جمله پوسته، حلقه آببندی و درپوشها نصب میشوند. دستگاههای جوش حرارتی یا چسبزن برای اتصال دقیق قطعات استفاده میشوند. مونتاژ صحیح تضمین میکند که فیلتر در زمان کارکرد هیچ نشتی نداشته باشد.
۸. تجهیزات کنترل کیفیت
این تجهیزات شامل دستگاههای تست فشار، جریان و نفوذپذیری هستند. هر فیلتر پیش از بستهبندی تحت آزمایش قرار میگیرد تا از سلامت غشا، یکنواختی ساختار و مقاومت فیزیکی آن اطمینان حاصل شود. وجود تجهیزات آزمایشگاهی استاندارد در این مرحله ضروری است.
۹. تجهیزات بستهبندی
بستهبندی نهایی شامل دستگاههای سیل حرارتی، چاپگر مشخصات و سیستم وکیوم است. این تجهیزات وظیفه دارند محصول را در شرایط بهداشتی و ایمن برای عرضه آماده کنند. بستهبندی مناسب، طول عمر و کیفیت فیلتر را تا زمان مصرف حفظ میکند.
۱۰. تأسیسات عمومی
تأسیسات جانبی شامل سیستمهای تأمین برق سهفاز، تهویه صنعتی، آب خنککننده، گاز و تجهیزات ایمنی است. طراحی اصولی این بخشها باعث میشود خط تولید با حداقل وقفه فعالیت کند و خطرات احتمالی کاهش یابد. نگهداری منظم این تأسیسات در پایداری تولید نقش اساسی دارد.
انتخاب ماشینآلات مناسب، برنامهریزی برای نگهداری پیشگیرانه و رعایت اصول ایمنی موجب افزایش کارایی و کاهش هزینههای عملیاتی میشود. این مجموعه از ابزارها در کنار زیرساختهای مناسب، زمینه اجرای یک طرح صنعتی کارآمد را فراهم میکند و بازده اقتصادی پروژه را به شکل قابل توجهی بهبود میبخشد.


بررسی بازار داخلی و خارجی
بازار فیلتر ممبران طی سالهای اخیر رشد چشمگیری را تجربه کرده است. افزایش آگاهی عمومی درباره اهمیت آب سالم، توسعه صنایع دارویی، غذایی و شیمیایی و همچنین محدودیت منابع آبی، تقاضا برای این محصول را افزایش داده است. در ایران و بسیاری از کشورهای منطقه، استفاده از سیستمهای تصفیه پیشرفته به سرعت در حال گسترش است. از سوی دیگر، کشورهای آسیایی و اروپایی نیز بهدلیل نیاز به فناوریهای نوین در تصفیه آب، بازار پایداری برای این محصول ایجاد کردهاند. شناخت وضعیت بازار داخلی و خارجی کمک میکند تا مسیر توسعه و سرمایهگذاری در این حوزه با اطمینان بیشتری دنبال شود.
بازار داخلی
در بازار ایران، صنایع مختلف از جمله پتروشیمی، داروسازی، لبنیات و نوشیدنیها بهطور گسترده از فیلتر ممبران استفاده میکنند. افزایش پروژههای تصفیه آب شهری و صنعتی باعث شده تقاضا برای این محصول بهصورت مداوم رشد کند. همچنین رشد جمعیت و کمبود منابع آبی کشور موجب شده تا شرکتهای داخلی به دنبال فناوریهایی با بازده بالا باشند.
تولیدکنندگان ایرانی توانستهاند بخش قابل توجهی از نیاز بازار را تأمین کنند، اما همچنان بخشی از فیلترها از طریق واردات تأمین میشود. حمایت از تولیدکنندگان داخلی و سرمایهگذاری در فناوریهای جدید میتواند ظرفیت کشور را برای صادرات نیز افزایش دهد.
پیشبینی رشد بازار داخلی و عوامل آن
رشد بازار داخلی فیلتر ممبران به چند عامل کلیدی بستگی دارد:
۱. افزایش تعداد صنایع مصرفکننده و گسترش کاربرد در تصفیه فاضلاب و آب شرب.
۲. توسعه شهرکهای صنعتی و پروژههای زیربنایی که نیاز به سیستمهای تصفیه دارند.
۳. حمایتهای دولتی از تولید داخلی و محدودیت واردات محصولات مشابه.
۴. رشد آگاهی مصرفکنندگان نسبت به مزایای استفاده از آب تصفیهشده.
بر اساس تحلیلهای اقتصادی، پیشبینی میشود طی پنج سال آینده بازار داخلی سالانه حدود ۸ تا ۱۰ درصد رشد داشته باشد. این روند میتواند ایران را به یکی از قطبهای منطقهای در تولید فیلتر ممبران تبدیل کند.
بازار خارجی مرتبط با تولید فیلتر ممبران
در بازار جهانی، کشورهای چین، ژاپن، آمریکا، آلمان و کره جنوبی از بزرگترین تولیدکنندگان و مصرفکنندگان فیلتر ممبران هستند. این محصول در صنایع پیشرفته، نیروگاهها و کارخانههای دارویی کاربرد گستردهای دارد. تقاضای جهانی برای ممبرانهای باکیفیت بالا بهویژه در حوزه تصفیه پساب و بازیافت آب صنعتی در حال افزایش است.
در سالهای اخیر، تولیدکنندگان آسیایی با ارائه محصولات اقتصادی توانستهاند سهم قابل توجهی از بازار جهانی را به دست آورند. در مقابل، شرکتهای اروپایی و آمریکایی همچنان بر تولید فیلترهایی با راندمان بالا و طول عمر بیشتر تمرکز دارند. این رقابت جهانی موجب شده کیفیت محصولات بهطور مداوم بهبود یابد.
پیشبینی رشد بازار خارجی و عوامل آن
بازار جهانی فیلتر ممبران با رشد سالانه حدود ۹ درصد در حال گسترش است. عواملی مانند کمبود منابع آبی، الزامات زیستمحیطی، توسعه زیرساختهای تصفیه و پیشرفت فناوریهای غشایی از دلایل اصلی این رشد هستند. انتظار میرود تا سال ۲۰۳۰، ارزش کل بازار جهانی این محصول از مرز ۱۵ میلیارد دلار عبور کند.
کشورهایی که در حوزه فناوری غشایی سرمایهگذاری بیشتری انجام دهند، در آینده سهم بالاتری از بازار جهانی خواهند داشت. برای ایران نیز حضور در این بازار از طریق صادرات منطقهای و همکاری با شرکتهای بینالمللی میتواند فرصتی اقتصادی و فناورانه ایجاد کند.
تحلیل SWOT مرتبط با طرح
تحلیل SWOT ابزاری کاربردی برای شناخت جایگاه واقعی یک پروژه در بازار است. با استفاده از این مدل، میتوان نقاط قوت و ضعف درونی را در کنار فرصتها و تهدیدهای بیرونی شناسایی کرد و مسیر توسعه اقتصادی را بهصورت هدفمند پیش برد. در ادامه، چهار بخش اصلی این تحلیل برای حوزه تولید فیلتر ممبران آورده شده است:
۱. نقاط قوت :
- فناوری غشایی پیشرفته با بازدهی بالا در تصفیه مایعات
- عمر مفید طولانی فیلترها و هزینه نگهداری پایین
- وجود منابع پلیمری قابلدسترس در داخل کشور
- قابلیت استفاده گسترده در صنایع مختلف از دارویی تا پتروشیمی
- نیروی انسانی متخصص و تجربه صنعتی در زمینه تصفیه
۲. نقاط ضعف :
- وابستگی نسبی به واردات مواد اولیه خاص و تجهیزات دقیق
- نبود برندهای بینالمللی بومی در بازار داخلی
- محدودیت در دسترسی به فناوریهای جدید و دانش فنی روز
- ضعف در تبلیغات صنعتی و بازاریابی صادراتی
- هزینه بالای تحقیق و توسعه در حوزه فناوری غشایی
۳. فرصت ها :
- افزایش تقاضا برای آب تصفیهشده در صنایع و مصارف خانگی
- رشد بازار جهانی فیلتر ممبران و کمبود منابع آبی در منطقه
- تمایل دولت به حمایت از پروژههای فناورانه و تولید داخل
- امکان صادرات منطقهای به کشورهای همسایه با نیاز مشابه
- فرصت همکاری فناورانه با شرکتهای بینالمللی در حوزه تصفیه
۴. تهدید ها :
- رقابت شدید با تولیدکنندگان قدرتمند آسیایی و اروپایی
- نوسانات نرخ ارز و افزایش هزینه مواد اولیه
- تغییرات مداوم در استانداردها و الزامات زیستمحیطی جهانی
- محدودیتهای ناشی از تحریمها و دشواری واردات تجهیزات
- احتمال اشباع بازار داخلی در صورت افزایش بیش از حد ظرفیت
تحلیل SWOT نشان میدهد که حوزه فیلتر ممبران دارای فرصتهای رشد قابلتوجهی است، اما موفقیت در این مسیر نیازمند مدیریت مؤثر در زمینه تحقیق، توسعه، کنترل کیفیت و بازاریابی است. تمرکز بر تقویت نقاط قوت، استفاده از فرصتهای صادراتی و کاهش وابستگی به منابع خارجی میتواند پایداری اقتصادی و فنی این طرح را تضمین کند.
شاخص های مالی و اقتصادی
ارزیابی شاخصهای مالی و اقتصادی در پروژههای صنعتی یکی از مهمترین مراحل تصمیمگیری برای سرمایهگذاری است. این شاخصها نشان میدهند که اجرای یک طرح از نظر سودآوری، بازگشت سرمایه و میزان اشتغالزایی تا چه اندازه منطقی است. در بررسی پروژه تولید فیلتر ممبران، عواملی مانند نرخ ارز، هزینه تجهیزات، ظرفیت تولید و قیمت مواد اولیه نقش تعیینکنندهای دارند. این شاخصها با هدف برآورد اولیه اقتصادی تنظیم شدهاند و میتوانند در مطالعات دقیقتر مبنای تصمیمگیری سرمایهگذاران قرار گیرند.
 ظرفیت تولید سالیانه: حدود ۲۵۰,۰۰۰ عدد فیلتر
ظرفیت تولید سالیانه: حدود ۲۵۰,۰۰۰ عدد فیلتر
 سطح سرمایه گذاری ثابت: نزدیک به ۴۵۰,۰۰۰ دلار
سطح سرمایه گذاری ثابت: نزدیک به ۴۵۰,۰۰۰ دلار
 نرخ برابری دلار: ۱۰۰,۰۰۰ تومان
نرخ برابری دلار: ۱۰۰,۰۰۰ تومان
 بازده داخلی: ۲۵ درصد
بازده داخلی: ۲۵ درصد
 هزینه ماشین آلات، تأسیسات و تجهیزات: نزدیک به ۱,۲۰۰,۰۰۰ دلار
هزینه ماشین آلات، تأسیسات و تجهیزات: نزدیک به ۱,۲۰۰,۰۰۰ دلار
 تعداد نیروی انسانی موردنیاز: حدود ۲۸ نفر
تعداد نیروی انسانی موردنیاز: حدود ۲۸ نفر
این ارقام نمونه آموزشی اند و نیازمند طرح اختصاصی و استعلام قیمت روز ماشین آلات و … میباشند.
به استناد اطلاعات منتشر شده در سایت وزارت صنعت، معدن و تجارت (صمت)، داده های مالی این طرح از میانگین شاخص های هزینه ای پروژه های صنعتی مرتبط استخراج و تعدیل شده اند.
بررسی شاخص ها نشان میدهد که این پروژه از نظر اقتصادی دارای توجیه مالی مناسبی است. بازده داخلی بالاتر از نرخ سود بانکی، نشاندهنده پتانسیل سودآوری بالاست. دوره بازگشت سرمایه نیز در محدوده مطلوب پروژههای صنعتی متوسط قرار دارد. همچنین با توجه به رشد جهانی تقاضا برای فیلتر ممبران و امکان صادرات به کشورهای منطقه، ظرفیت توسعه در بلندمدت وجود دارد.
سرمایهگذاری در این حوزه ضمن ایجاد اشتغال پایدار، موجب ارتقای فناوری داخلی و کاهش وابستگی به واردات میشود. از سوی دیگر، استفاده از تجهیزات باکیفیت و کنترل دقیق هزینهها، پایداری اقتصادی پروژه را در شرایط نوسان ارزی تضمین میکند.