🕓 آخرین بروزرسانی: ۱۴۰۵/۰۳/۰۲
طرح تولید تامپون واگن به صنایع حملونقل ریلی کمک میکند قطعاتی استاندارد، ایمن و بادوام تولید کنند که نقش مهمی در کاهش تنشهای مکانیکی و افزایش ایمنی واگنها دارند. افزایش حجم جابهجایی بار و مسافر، توسعه خطوط ریلی و اجرای پروژههای نوسازی ناوگان باعث شده تقاضا برای این قطعه روندی پایدار داشته باشد. همین موضوع، تولید تامپون واگن را به گزینهای جذاب برای سرمایهگذاری صنعتی تبدیل کرده است. استفاده از این قطعه میتواند هزینههای تعمیرات دورهای را کاهش دهد، عمر مفید واگنها را افزایش دهد و عملکرد ناوگان را بهبود بخشد. از سوی دیگر، امکان تأمین نیاز بازار داخلی و حرکت به سمت کاهش وابستگی وارداتی نیز اهمیت این مسیر را بیشتر میکند. در پایان، مجموعه آسان مشاور با ارائه مشاوره تخصصی میتواند سرمایهگذاران را در انتخاب مسیر مناسب و تصمیمگیری آگاهانه همراهی کند.
«درخواست مشاوره تخصصی برای سرمایهگذاری»
طرح تولید تامپون واگن و کاربرد آن در صنعت
در بسیاری از خطوط ریلی، وجود قطعات مقاوم اهمیت زیادی دارد و شرکتها برای افزایش ایمنی ناوگان به دنبال محصولات استاندارد هستند. استفاده از طرح تولید تامپون واگن باعث میشود صنایع ریلی بتوانند نیاز تعمیرات و ساخت واگن را با تکیه بر ظرفیت داخلی تأمین کنند. این محصول در کنترل ضربه، جذب انرژی و جلوگیری از آسیبهای ساختاری نقش مؤثری دارد. بهرهگیری از آن در خطوط باری و مسافری باعث پایداری بیشتر حرکت و کاهش هزینههای عملیاتی میشود.
معرفی تامپون واگن
تامپون واگن (Railway Buffer) قطعهای است که در دو سر واگن نصب میشود و با جذب نیروهای فشاری از آسیب به شاسی و اتصال جلوگیری میکند. این محصول در مدلهای فولادی، هیدرولیکی و ترکیبی ساخته میشود و بر اساس استانداردهای جهانی طراحی دارد. استفاده از آن عمر شاسی را افزایش میدهد و تنشهای مکانیکی را کاهش میدهد و به ایمنی ناوگان ریلی کمک میکند.
اهمیت در صنعت
این قطعه یکی از عناصر کلیدی در صنعت حملونقل ریلی است. توسعه خطوط ریلی، افزایش جابهجایی کالا و نیاز به نوسازی ناوگان باعث شده اهمیت این محصول بیشتر شود. بهکارگیری آن هزینههای تعمیراتی را کاهش میدهد و طول عمر تجهیزات ریلی را افزایش میدهد. این محصول همچنین از بروز خسارات سنگین در برخوردهای ناگهانی جلوگیری میکند و کیفیت بهرهبرداری از شبکه ریلی را بهبود میدهد. تولید این قطعه میتواند به رشد اقتصادی، تقویت صنایع مرتبط و ایجاد اشتغال کمک کند. در نتیجه، تامپون واگن یکی از قطعات استراتژیک در مدیریت ریسک برخورد و کاهش هزینههای چرخه عمر ناوگان ریلی محسوب میشود.

مراحل راه اندازی واحد تولید تامپون واگن
هر مرحله باید با توجه به شرایط فنی و توان تأمین منابع انجام شود تا فعالیت در مسیر صحیح قرار گیرد. همچنین استفاده از نیروی متخصص و تجهیزات مناسب نقش مهمی در موفقیت دارد. در ادامه، مراحل اصلی این مسیر بهصورت ساختارمند ارائه شده و هر بخش یکی از گامهای مهم ایجاد یک مجموعه پایدار را نشان میدهد.
معرفی گام به گام
راهاندازی واحد تولید تامپون واگن معمولاً در ۱۰ مرحله انجام میشود: از بررسی تقاضا و نگارش تا اخذ مجوزها، تأمین مالی، انتخاب مکان و تجهیزات، جذب نیروی انسانی، تولید آزمایشی، کنترل کیفیت و در نهایت تولید تجاری و ارزیابی مستمر عملکرد.
۱. بررسی تقاضا و تحلیل بازار هدف :
در این مرحله میزان تقاضا، وضعیت رقبا و ظرفیت جذب محصول بررسی میشود. تحلیل عوامل مؤثر مانند قیمت، عرضه و روندهای بازار کمک میکند مسیر فعالیت روشن شود و سرمایهگذار تصمیم دقیقتری بگیرد. نتیجه این بررسی پایه انتخاب ظرفیت و میزان سرمایهگذاری است.
۲. نگارش طرح اولیه :
در این گام دادههای فنی، مالی و زمانبندی در یک سند کامل جمعآوری میشود. طرح توجیهی مسیر اجرا، هزینهها، درآمد و ریسکها را شفاف میکند و سرعت اخذ مجوزها را افزایش میدهد. این سند پایه ادامه فعالیت است.
۳. اخذ مجوز های لازم :
این مرحله شامل دریافت مجوزهای صنعتی، زیستمحیطی و بهرهبرداری است. تکمیل مدارک و هماهنگی با نهادهای مرتبط اهمیت دارد. رعایت استانداردهای فنی باعث میشود روند دریافت مجوز بدون توقف انجام شود و مسیر قانونی فعالیت تثبیت شود.
۴. تأمین منابع مالی :
در این بخش سرمایه لازم برای خرید تجهیزات، آمادهسازی ساختمان و هزینههای جاری تأمین میشود. انتخاب روش تأمین سرمایه بر سرعت کار اثر میگذارد. مدیریت جریان نقدینگی و زمانبندی تزریق منابع اهمیت زیادی در پایداری فعالیت دارد.
۵. انتخاب مکان مناسب :
انتخاب محل مناسب بر هزینهها و عملکرد اثر مستقیم دارد. دسترسی به حملونقل، نزدیکی به صنایع مرتبط و وجود زیرساختهایی مانند برق و گاز مهم هستند. بررسی شرایط زمین نیز سرعت اجرای مراحل بعدی را افزایش میدهد.
۶. تهیه تجهیزات، تأسیسات و زیر ساخت های لازم :
در این مرحله تجهیزات تخصصی و تأسیسات اصلی آمادهسازی میشوند. انتخاب دستگاهها باید بر اساس ظرفیت و استاندارد ایمنی باشد. ایجاد سازههای داخلی و سیستمهای پشتیبان اهمیت دارد و هماهنگی خوب در این مرحله سرعت راهاندازی را بالا میبرد.
۷. تأمین نیروی انسانی :
نیروهای متخصص برای اجرای صحیح فعالیت ضروری هستند. انتخاب افراد باتجربه و آموزش مناسب باعث افزایش کیفیت کار میشود. تشکیل یک گروه هماهنگ مسیر فعالیت را پایدارتر میکند.
۸. تولید آزمایشی :
در این گام مراحل عملی اجرا میشود تا مشکلات احتمالی شناسایی و اصلاح شوند. تولید اولیه نشان میدهد تجهیزات و مراحل طراحیشده درست عمل میکنند یا نیاز به تنظیم هستند. این مرحله پایه شروع تولید اصلی است.
۹. نظارت و کنترل کیفیت :
در این بخش کیفیت قطعات بررسی میشود تا با استانداردها هماهنگ باشد. تستهای مکانیکی و فنی اشتباهات احتمالی را کاهش میدهند و باعث افزایش اعتماد مشتریان میشوند. کنترل منظم کیفیت اهمیت زیادی دارد.
۱۰. تولید تجاری و ارزیابی مستمر :
فعالیت اصلی در این مرحله آغاز میشود. تولید طبق برنامه انجام میگیرد و ارزیابی مداوم باعث اصلاح روند و افزایش کیفیت میشود. این مرحله نشان میدهد مجموعه تا چه حد آماده توسعه است.
اجرای این مراحل باعث میشود فعالیت در مسیر درست قرار گیرد و ریسکهای احتمالی کاهش یابد. هماهنگی بین انتخاب تجهیزات، تحلیل بازار، تعیین ظرفیت و آموزش نیروها میتواند پایهای برای یک مسیر پایدار باشد. دقت در اجرای مرحلهای این مسیر باعث افزایش بهرهوری و کاهش هزینهها میشود. در نهایت، سرمایهگذاران میتوانند با دریافت مشاوره تخصصی از تیم آسان مشاور تصمیمگیری دقیقتری داشته باشند و مسیر توسعه را با اطمینان بیشتری طی کنند.


روند تولید تامپون واگن: راهنمای جامع برای تولیدکنندگان
تامپون واگن یا بافر جانبی واگن یکی از قطعات مهم سیستم کشش و ضربه گیر در واگن های ریلی است که وظیفه آن جذب ضربه، کاهش شوک های طولی و انتقال کنترل شده نیرو بین واگن ها است. در منابع فنی راه آهن، بافر به عنوان جزئی از مجموعه draw and buffing gear معرفی می شود و اجزایی مانند بدنه یا casing، پلانجر یا plunger، صفحه ضربه گیر، فنر یا عنصر لاستیکی، واشرها و قطعات نگهدارنده برای آن ذکر شده است.
فرآیند تولید تامپون واگن
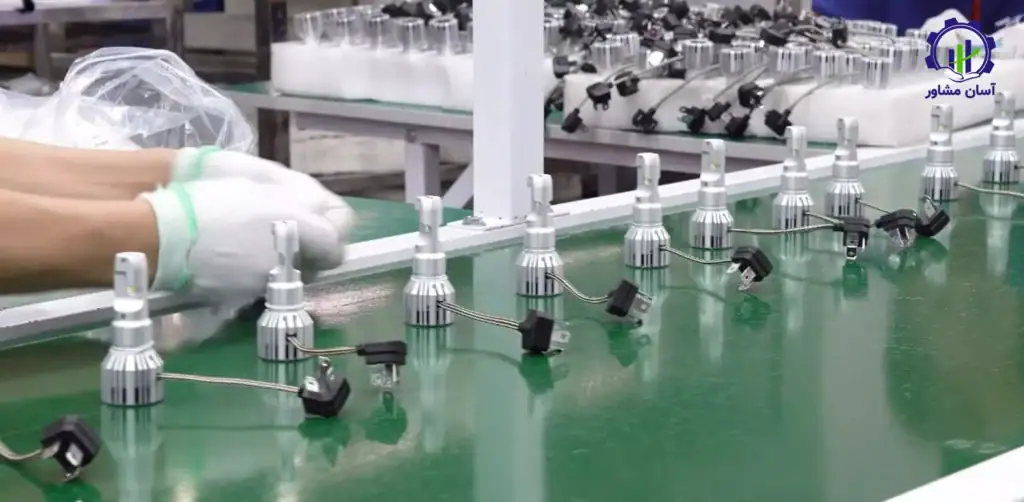
تولید تامپون واگن یک فرآیند مکانیکی و مونتاژی دقیق است که از انتخاب مواد اولیه مناسب شروع می شود و تا ساخت بدنه، ماشین کاری قطعات، تولید اجزای ارتجاعی، مونتاژ، آزمون عملکرد و رنگ آمیزی ادامه پیدا می کند. برخی تولیدکنندگان تخصصی این حوزه نیز روی ساخت بدنه یکپارچه، بدون اتصال جوشی و استفاده از سطوح مقاوم به سایش برای عملکرد نرم تر و عمر بیشتر تاکید کرده اند.
۱. انتخاب مواد اولیه
در شروع کار، باید مواد اولیه متناسب با بار ضربه ای و شرایط کاری ریلی انتخاب شوند. کیفیت متریال در این قطعه خیلی مهم است، چون بافر تحت فشارهای تکراری و شوک های شدید کار می کند.
- فولاد بدنه و پلانجر: بدنه، غلاف و پلانجر معمولا از فولادهای مقاوم ساخته می شوند تا در برابر فشار، ضربه و سایش دوام کافی داشته باشند. در منابع آموزشی ریلی، casing و plunger از اجزای اصلی بافر معرفی شده اند.
- المان ارتجاعی: در بعضی بافرها از فنر فلزی و در بعضی مدل ها از عناصر لاستیکی یا پلیمری استفاده می شود. منابع فنی به کاربرد عناصر لاستیکی و پلیمری در جذب انرژی بافرهای ریلی اشاره کرده اند.
- قطعات اتصال و آب بندی: واشر، مهره، خار، پلیت و قطعات نگهدارنده باید از نظر استحکام و دقت ابعادی با طراحی اصلی هماهنگ باشند.
۲. ساخت بدنه یا casing
بدنه اصلی تامپون بخشی است که همه اجزا داخل آن سوار می شوند و باید استحکام و دقت کافی داشته باشد. این قطعه معمولا از مهم ترین اجزای سازه ای بافر است.
- فورج یا ریخته گری بدنه: در بعضی طرح ها بدنه با ریخته گری و در بعضی دیگر با فورج یا اکستروژن گرم ساخته می شود. در یکی از منابع صنعتی نیز به استفاده از بدنه یک تکه اکسترود شده اشاره شده است.
- حذف عیوب اولیه: بعد از شکل دهی، بدنه باید از نظر ترک، تخلخل، تابیدگی یا عیب سطحی بررسی شود تا وارد مرحله ماشین کاری شود. این بخش روی ایمنی نهایی قطعه اثر مستقیم دارد.
- ایجاد استحکام ساختاری: اگر بدنه از ابتدا دقیق و متراکم ساخته شود، عملکرد بافر در برابر شوک های متوالی پایدارتر خواهد بود.
۳. تولید پلانجر و صفحه ضربه گیر
پلانجر بخش متحرک بافر است که در هنگام ضربه داخل بدنه حرکت می کند و انرژی را به عنصر ارتجاعی منتقل می کند. صفحه جلویی هم نقطه تماس اصلی با بافر واگن مقابل است.
- ساخت پلانجر: پلانجر باید از نظر قطر، طول و صافی سطح با داخل casing هماهنگ باشد تا حرکت محوری نرم و بدون گیر داشته باشد. منابع فنی بافر نیز plunger را جزء اصلی مجموعه معرفی می کنند.
- ساخت صفحه ضربه گیر: صفحه ضربه گیر یا face plate باید در برابر ضربات مکرر، سایش و تمرکز تنش مقاومت کافی داشته باشد. این قطعه مستقیما با بافر مقابل در تماس است.
- اتصال صفحه به پلانجر: این اتصال باید کاملا محکم و هم محور باشد، چون هرگونه لقی یا انحراف باعث افت عملکرد و سایش زودرس می شود.
۴. ماشین کاری قطعات اصلی
بعد از شکل دهی خام، بدنه و پلانجر وارد مرحله ماشین کاری می شوند. این مرحله برای رسیدن به تلرانس دقیق و حرکت روان قطعات ضروری است.
- تراشکاری سطوح داخلی و خارجی: داخل casing و سطح پلانجر باید ماشین کاری شوند تا حرکت محوری یکنواخت و کنترل شده ایجاد شود. کیفیت این بخش روی نرمی عملکرد بافر اثر زیادی دارد.
- ایجاد محل نشیمن قطعات: جای فنر، لاستیک، واشر و صفحات جداکننده باید با دقت ساخته شود تا مونتاژ نهایی درست انجام گیرد. در منابع آموزشی نیز parting plate و washer جزو اجزای مجموعه ذکر شده اند.
- کنترل تلرانس و هم محوری: اگر دقت ابعادی مناسب نباشد، پلانجر در داخل بدنه گیر می کند یا دچار لقی بیش از حد می شود. این موضوع مستقیما روی جذب ضربه اثر منفی دارد.
۵. ساخت یا تامین عنصر جذب انرژی
بخش اصلی جذب ضربه در تامپون، همان عنصر ارتجاعی است. بسته به طراحی، این بخش می تواند فنر فلزی، لاستیک فشرده یا سامانه های پیشرفته تر باشد.
- فنر فلزی: در بعضی طرح ها از فنرهای فشاری برای جذب انرژی استفاده می شود. این نوع ساختار در بافرهای کلاسیک و بعضی سیستم های سنتی دیده می شود.
- لاستیک یا پلیمر ضربه گیر: بعضی منابع به استفاده از rubber buffer spring یا عناصر پلیمری در بافرهای ریلی اشاره می کنند. این اجزا می توانند جذب انرژی نرم تر و استهلاک بهتری ایجاد کنند.
- سیستم هیدرولیکی یا الاستومری: در برخی بافرهای پیشرفته، از سامانه های fluid elastomer یا oleo-hydraulic برای جذب انرژی بازیافت پذیر استفاده می شود.
۶. مونتاژ اجزای داخلی
بعد از آماده شدن همه قطعات، مرحله مونتاژ انجام می شود. در این بخش، همه اجزا باید به ترتیب درست و با دقت مناسب درون بدنه قرار بگیرند.
- قرار دادن واشر و پلیت ها: صفحات جداکننده، واشرها و اجزای واسط باید طبق نقشه در محل خود قرار بگیرند تا توزیع نیرو درست انجام شود. منابع آموزشی ریلی چندین parting plate و washer را در مجموعه بافر ذکر کرده اند.
- نصب عنصر ارتجاعی: فنر یا لاستیک باید در محل مناسب مونتاژ شود تا هنگام ورود پلانجر، انرژی را جذب کند. کیفیت نصب این بخش روی کل عملکرد بافر اثر دارد.
- بستن قطعات نگهدارنده: مهره، خار، cotter و سایر قطعات باید با اطمینان کامل بسته شوند تا در بهره برداری دچار بازشدگی یا شکست نشوند.
۷. آزمون عملکردی و کنترل ضربه پذیری
بعد از مونتاژ، بافر باید از نظر حرکت، برگشت پذیری و جذب انرژی آزمایش شود. این مرحله برای اطمینان از عملکرد ایمن قطعه ضروری است.
- آزمون حرکت محوری: پلانجر باید به صورت محوری، نرم و بدون گیر حرکت کند و بعد از بارگذاری به وضعیت مناسب برگردد. این رفتار پایه عملکرد درست تامپون است.
- کنترل جذب ضربه: بافر باید بتواند نیروهای فشاری را جذب و تعدیل کند. منابع فنی نیز buffers را اجزایی معرفی می کنند که شوک های ناشی از برخورد یا فشار واگن ها را می گیرند.
- آزمون دوام و برگشت: بسته به نوع طراحی، عملکرد تکرارشونده و رفتار هیسترزیس یا recoil نیز باید بررسی شود. بعضی مطالعات تخصصی دقیقا روی رفتار دینامیکی ring buffers تمرکز کرده اند.
۸. پوشش دهی و حفاظت سطحی
بعد از تایید عملکرد مکانیکی، قطعات یا مجموعه کامل باید در برابر خوردگی و سایش محافظت شوند. این مرحله در دوام بافر، به ویژه در شرایط فضای باز، اهمیت زیادی دارد.
- رنگ آمیزی یا پوشش ضد خوردگی: بدنه بیرونی معمولا رنگ یا پوشش محافظ می گیرد تا در برابر رطوبت و شرایط محیطی مقاوم تر شود. این کار طول عمر قطعه را بالا می برد.
- آبکاری یا پوشش سطوح کاری: در بعضی بافرهای پیشرفته، روی سطوح لغزشی از پوشش های مقاوم به سایش استفاده می شود. یک بروشور صنعتی نیز به specialist plated working surfaces اشاره کرده است.
- تمیزکاری نهایی: پیش از بسته بندی، سطح قطعه باید از براده، آلودگی و مواد اضافی پاک شود تا هم ظاهر و هم کیفیت مونتاژ حفظ گردد.
۹. کنترل کیفیت نهایی
پیش از ارسال، تامپون واگن باید از نظر ابعاد، مونتاژ و ایمنی نهایی بررسی شود. این بخش برای جلوگیری از نصب قطعه معیوب روی واگن حیاتی است.
- کنترل ابعادی: بدنه، پلانجر، طول کورس و محل نصب باید با نقشه و استاندارد هدف تطابق داشته باشد. هر انحراف ابعادی می تواند عملکرد را مختل کند.
- کنترل استحکام مونتاژ: تمام اجزای متصل شده باید از نظر لقی، شکست احتمالی و ایمنی اتصال بررسی شوند. این موضوع در قطعات ضربه گیر بسیار مهم است.
- کنترل ظاهری و نشانه گذاری: محصول باید از نظر سلامت ظاهری، پوشش سطحی و کدگذاری قابل رهگیری بررسی شود تا در انبار و نصب دچار اشتباه نشود.
۱۰. بسته بندی، انبارش و عرضه
بعد از تایید نهایی، بافر باید به شکل ایمن بسته بندی و انبار شود. چون این قطعه سنگین و مکانیکی است، حمل و نگهداری آن باید اصولی انجام شود.
- بسته بندی محافظ: قطعه باید طوری بسته بندی شود که سطوح ماشین کاری شده و صفحه ضربه گیر در حمل و نقل آسیب نبینند. این موضوع روی کیفیت نصب بعدی اثر دارد.
- انبارش در محیط مناسب: نگهداری در محیط خشک و دور از ضربه یا رطوبت زیاد، عمر پوشش و سلامت قطعه را حفظ می کند.
- ارائه مشخصات فنی: همراه قطعه باید اطلاعات فنی، نوع بافر، کورس، نوع عنصر جذب انرژی و دستور نصب یا سرویس ارائه شود تا مصرف کننده صنعتی بتواند درست از آن استفاده کند.
تولید تامپون واگن یک فرآیند تخصصی در صنعت قطعات ریلی است که از انتخاب فولاد و عنصر ارتجاعی مناسب شروع می شود و تا ساخت بدنه، ماشین کاری پلانجر، مونتاژ، آزمون جذب ضربه و پوشش دهی ادامه پیدا می کند. این قطعه بخشی از سیستم draw and buffing gear است و نقش اصلی آن جذب ضربه های طولی و کاهش شوک بین واگن ها است. کیفیت نهایی تامپون به دقت ساخت casing و plunger، نوع المان جذب انرژی، کیفیت مونتاژ و صحت آزمون عملکردی وابسته است. اگر این مراحل با کنترل فنی مناسب انجام شوند، محصول نهایی می تواند در سرویس ریلی عملکردی ایمن، پایدار و قابل اعتماد داشته باشد.

بررسی تجهیزات و تأسیسات خط تولید تامپون واگن
راهاندازی این خط به تجهیزات تخصصی و ابزارهای دقیق نیاز دارد. دستگاههای برش، فرمدهی، جوشکاری و تست به ساخت محصولی هماهنگ با استانداردها کمک میکنند. انتخاب صحیح دستگاهها کیفیت را افزایش میدهد و ضایعات را کاهش میدهد. هماهنگی بین بخشها نیز برای عملکرد بهتر خط اهمیت دارد. در این بخش اجزای اصلی این ساختار معرفی شدهاند.
لیست تجهیزات
برای ساخت تامپون واگن از تجهیزات صنعتی مختلف استفاده میشود و هرکدام نقش مهمی در مراحل کار دارند. شکلدهی، ماشینکاری، جوشکاری، تست و پوششدهی از بخشهای اصلی هستند. تأسیسات حرارتی و ابزارهای اندازهگیری نیز دقت مراحل را افزایش میدهند. انتخاب درست این تجهیزات کیفیت نهایی را بهتر میکند و سرعت فعالیت را بالا میبرد. در ادامه مهمترین ابزارها معرفی شدهاند.
۱. دستگاه برش CNC
این دستگاه ورقها و قطعات اولیه را با دقت بالا برش میدهد و خطاهای انسانی را کاهش میکند. کنترل عددی باعث میشود قطعات مطابق ابعاد استاندارد آماده شوند و این مرحله یکی از بخشهای مهم خط محسوب میشود.
۲. پرس هیدرولیک فرم دهی
این دستگاه برای شکلدهی ورقها و ساخت فرم اولیه استفاده میشود. قدرت پرس و کیفیت قالبها خروجی محصول را تعیین میکند. استفاده از آن سرعت تولید را افزایش میدهد و ساختار قطعات را یکنواخت میکند.
۳. کوره عملیات حرارتی
کوره برای افزایش مقاومت و کاهش شکنندگی قطعات بهکار میرود. کنترل دقیق دما و زمان باعث سختی یکنواخت میشود. این مرحله نقش مهمی در استحکام نهایی محصول دارد.
۴. دستگاه تراش CNC
این دستگاه برای ایجاد ابعاد و سطوح دقیق استفاده میشود. امکان انجام سوراخکاری و لبهزنی با دقت بالا را فراهم میکند و کیفیت ماشینکاری بر عملکرد نهایی قطعه تأثیر مستقیم دارد.
۵. دستگاه جوشکاری صنعتی
برای اتصال قطعات از روشهای MIG، TIG و مقاومتی استفاده میشود. رعایت استانداردهای جوش و کنترل کیفیت، دوام و مقاومت محصول را افزایش میدهد.
۶. تجهیزات مونتاژ و بسته بندی
ابزارهای مونتاژ، گیرهها و تجهیزات نصب جاذب انرژی قطعات را با سرعت و دقت کنار هم قرار میدهند. بستهبندی مناسب نیز از آسیب در حملونقل جلوگیری میکند.
۷. دستگاه های تست و کنترل کیفیت
این تجهیزات مقاومت قطعه، عملکرد جاذب انرژی و کیفیت ساخت را بررسی میکنند. تستهای ضربه و فشار با ابزارهای دیجیتال انجام میشود تا سلامت محصول نهایی تضمین شود.
وجود تجهیزات مناسب در این ساختار باعث میشود فرآیند ساخت با دقت بالا و سرعت مناسب انجام گیرد. هماهنگی بین دستگاههای برش، ماشینکاری، عملیات حرارتی و جوشکاری نقش مهمی در کیفیت نهایی قطعه دارد. استفاده از ابزارهای تست باعث میشود محصول نهایی با استانداردهای موردنیاز هماهنگ باشد. انتخاب تجهیزات صحیح و برنامهریزی درست میتواند عمر خط را افزایش دهد و هزینهها را کاهش دهد. این بخش نقش مهمی در موفقیت طرح صنعتی دارد و میتواند زمینهای برای توسعه فعالیت و افزایش کیفیت خروجی باشد.

بررسی بازار داخلی و خارجی
بازار تامپون واگن شامل دو بخش داخلی و خارجی است. بررسی این بازارها میزان تقاضا، ظرفیت رشد و امکان فروش محصول را مشخص میکند. در ایران، توسعه خطوط ریلی و نوسازی ناوگان نیاز به این قطعه را افزایش داده است. در سطح جهانی نیز پروژههای حملونقل و جابهجایی بار فرصتهای خوبی ایجاد کردهاند. این تحلیل نشان میدهد بازار، ظرفیت رشد مناسبی دارد و میتواند زمینه فعالیت پایدار فراهم کند. رقابت، واردات و توان تولید داخلی نیز در ارزیابی این بازار نقش مهمی دارند.
بازار داخلی
بازار داخلی این محصول تحتتأثیر افزایش تولید واگن، توسعه خطوط ریلی و نیاز به تعمیرات اساسی قرار دارد. شرکتهای واگنسازی به قطعات مقاوم نیاز دارند و همین موضوع تقاضا را بالا برده است. محدودیت واردات و نیاز به خودکفایی نیز فرصت خوبی برای تولیدکنندگان داخلی ایجاد کرده است. در سالهای اخیر مصرف این قطعه افزایش یافته و بسیاری از مجموعهها به دنبال تأمین داخلی هستند. مسئلهای که فضای رقابتی و فرصتهای جدید ایجاد کرده است.
پیشبینی رشد بازار داخلی و عوامل آن
رشد بازار داخلی به عواملی مانند توسعه زیرساختهای ریلی، افزایش جابهجایی کالا و نوسازی واگنها وابسته است. پروژههای جدید ریلی و سرمایهگذاریهای آینده میتوانند تقاضا را بیشتر کنند. کاهش وابستگی به محصولات خارجی نیز فرصت بیشتری برای تولیدکنندگان داخلی ایجاد میکند. افزایش ظرفیت تعمیرات اساسی واگنها هم موجب رشد تقاضا میشود. مجموع این عوامل چشمانداز مثبتی برای بازار داخلی فراهم میکند.
بازار خارجی طرح مرتبط با تولید تامپون واگن
بازار خارجی این محصول شامل کشورهایی است که شبکه ریلی فعالی دارند. توسعه خطوط سریعالسیر، نوسازی واگنها و پروژههای حملونقل در آسیا، اروپا و بخشهایی از آفریقا تقاضای بالایی ایجاد کرده است. شرکتهای بینالمللی به قطعات باکیفیت و قیمت مناسب نیاز دارند و این موضوع فرصت صادراتی مهمی فراهم میکند. کشورهای دارای صنعت ریلی گسترده مشتریان اصلی هستند و بهبود کیفیت تولید داخلی میتواند سهم صادراتی را افزایش دهد.
پیشبینی رشد بازار خارجی و عوامل آن
رشد بازار خارجی به عواملی مانند توسعه شبکههای ریلی، افزایش جابهجایی کالا و نوسازی ناوگان وابسته است. اجرای پروژههای حملونقل سریعالسیر در کشورهای مختلف تقاضا را برای قطعات مقاوم افزایش میدهد. جایگزینی واگنهای قدیمی نیز بخش دیگری از تقاضا را تشکیل میدهد. رقابت جهانی تولیدکنندگان را به بهبود کیفیت تشویق میکند و این موضوع امکان جذب سهم بیشتری از بازار خارجی را فراهم میسازد. مجموع این عوامل آینده این بازار را مثبت نشان میدهد.
تحلیل SWOT مرتبط با طرح
تحلیل SWOT یکی از ابزارهای مهم برای بررسی وضعیت یک فعالیت صنعتی است. این تحلیل کمک میکند نقاط قوت، نقاط ضعف، فرصتها و تهدیدها شناسایی شوند تا مسیر برنامهریزی دقیقتر پیش برود. استفاده از این مدل باعث میشود سرمایهگذار بتواند با آگاهی بیشتر تصمیم بگیرد و عوامل محیطی و داخلی را بهتر مدیریت کند.
۱. نقاط قوت :
- مقاومت مکانیکی بالا و توان تحمل فشارهای طولی بین واگنها
- نقش مؤثر در افزایش ایمنی شبکه ریلی و کاهش خسارتهای ناشی از برخورد
- پایداری عملکرد در شرایط سخت عملیاتی و بارهای سنگین
- افزایش طول عمر شاسی و اجزای اتصال واگن
- قابلیت تولید در مدلهای مختلف برای انواع واگنهای باری و مسافری
- کاهش هزینههای تعمیرات دورهای به دلیل دوام بیشتر
- امکان استفاده از آلیاژهای مهندسیشده برای بهبود جذب انرژی
- تقاضای پایدار در صنعت حملونقل ریلی
۲. نقاط ضعف :
- نیاز به تجهیزات دقیق برای ماشینکاری، جوشکاری و عملیات حرارتی
- حساسیت بالا به دقت مونتاژ و کنترل کیفیت
- وابستگی عملکرد محصول به کیفیت مواد اولیه
- نیاز به نیروی متخصص در بخشهای فنی
- هزینه بالای تهیه برخی تجهیزات پیشرفته
- زمانبر بودن مراحل تست استاندارد و بازرسی نهایی
- احتمال افزایش قیمت فولاد آلیاژی مورد استفاده در ساخت
۳. فرصت ها :
- رشد پروژههای توسعه شبکه ریلی در ایران و کشورهای منطقه
- افزایش نوسازی واگنهای فرسوده و نیاز به قطعات مقاوم
- ظرفیت صادرات به بازارهای آسیایی و کشورهای دارای خطوط ریلی فعال
- توسعه فناوریهای طراحی و ساخت قطعات جذب انرژی
- افزایش تقاضا برای محصولات ایمن و استاندارد در ناوگان ریلی
- امکان جایگزینی نمونههای وارداتی با محصولات ساخت داخل
- فرصت همکاری با سازندگان واگن و شرکتهای حملونقل ریلی برای قراردادهای بلندمدت
۴. تهدید ها :
- رقابت با تولیدکنندگان بزرگ بینالمللی در اروپا و شرق آسیا
- نوسان قیمت مواد اولیه فلزی و آلیاژی
- وابستگی برخی تجهیزات تست و ساخت به واردات
- ورود نمونههای ارزانقیمت و بیکیفیت از بازارهای خارجی
- سختگیرانهتر شدن استانداردهای جهانی در حوزه ریلی
- کاهش پروژههای ریلی در دورههای رکود اقتصادی
- افزایش هزینه انرژی که میتواند بر مراحل ساخت اثر بگذارد
تقاضای پایدار و کاهش وابستگی وارداتی جذابیت این فعالیت را افزایش میدهد و فرصتهای صادراتی چشمانداز مثبتی ایجاد میکنند. در مقابل، چالشهایی مانند نیاز به تجهیزات پیشرفته و نوسان مواد اولیه باید مدیریت شوند. این تحلیل به تصمیمگیری دقیقتر کمک میکند.
شاخص های مالی و اقتصادی
بررسی شاخصهای مالی کمک میکند سرمایهگذار میزان بازده و حجم سرمایه لازم را بهتر بشناسد. این شاخصها به عواملی مانند ظرفیت، نوع تجهیزات، هزینه انرژی، تعداد کارکنان و تکنولوژی وابسته هستند. تحلیل این دادهها نشان میدهد فعالیت از نظر اقتصادی مناسب است یا نیاز به بازنگری دارد. این بخش یکی از پایههای اصلی ارزیابی شرایط سرمایهگذاری است.
 ظرفیت تولید سالیانه: حدود ۶,۰۰۰ عدد
ظرفیت تولید سالیانه: حدود ۶,۰۰۰ عدد
 سطح سرمایه گذاری ثابت: حدود ۴,۱۰۰,۰۰۰ دلار
سطح سرمایه گذاری ثابت: حدود ۴,۱۰۰,۰۰۰ دلار
 نرخ برابری دلار: ۱۲۰,۰۰۰ تومان
نرخ برابری دلار: ۱۲۰,۰۰۰ تومان
 بازده داخلی: ۳۰ درصد
بازده داخلی: ۳۰ درصد
 هزینه ماشین آلات، تأسیسات و تجهیزات: حدود ۲,۴۰۰,۰۰۰ دلار
هزینه ماشین آلات، تأسیسات و تجهیزات: حدود ۲,۴۰۰,۰۰۰ دلار
 تعداد نیروی انسانی موردنیاز: ۵۵ نفر
تعداد نیروی انسانی موردنیاز: ۵۵ نفر
به استناد اطلاعات منتشر شده در سایت وزارت صنعت، معدن و تجارت (صمت)، داده های مالی این طرح از میانگین شاخص های هزینه ای پروژه های صنعتی مرتبط استخراج و تعدیل شده اند.
این فعالیت با توجه به روند توسعه شبکه ریلی، نیاز به نوسازی واگنها و اهمیت افزایش ایمنی در حملونقل، از جایگاه ارزشمندی برخوردار است. بررسی بازار داخلی و خارجی نشان میدهد فضای رقابتی مناسبی برای ورود به این عرصه وجود دارد و بسیاری از شرکتها به دنبال تأمینکنندگان قابلاعتماد هستند. از سوی دیگر، فرآیند ساخت این قطعه شامل مراحل دقیق و مهندسیشده است و استفاده از تجهیزات مناسب میتواند کیفیت نهایی را افزایش دهد. تحلیل شاخصهای مالی نیز نشان میدهد این مسیر از نظر سرمایهگذاری جذاب است و توان ایجاد درآمد پایدار دارد. توجه به انتخاب تجهیزات، مدیریت منابع و برنامهریزی صحیح باعث میشود