🕓 آخرین بروزرسانی: ۱۴۰۵/۰۲/۰۳
طرح تولید گچ فایبرگلاس ارتوپدی یکی از فرصتهای ارزشمند در حوزه تجهیزات پزشکی است که توجه بسیاری از سرمایهگذاران را جلب کرده است. این محصول به دلیل استحکام بالا، وزن کم، سرعت خشکشدن مناسب و ایمنی بیشتر نسبت به گچهای سنتی، جایگاه ویژهای در مراکز درمانی پیدا کرده است. افزایش تقاضا در کلینیکها و بیمارستانها باعث شده ورود به این حوزه توجیه اقتصادی مطلوبی داشته باشد. در کنار ویژگیهای فنی، بازار روبهرشد و نیاز مستمر مراکز درمانی نیز از مزایای اصلی این فعالیت محسوب میشود. در پایان میتوان اشاره کرد که بهرهگیری از راهنماییهای مجموعه آسان مشاور مسیر تصمیمگیری سرمایهگذاران را در این زمینه دقیقتر و مطمئنتر میکند.
«درخواست مشاوره تخصصی برای سرمایهگذاری»
طرح تولید گچ فایبرگلاس ارتوپدی و کاربرد آن در صنعت
گچ فایبرگلاس ارتوپدی به دلیل مقاومت بالا، وزن کم و قابلیت قالبگیری سریع، کاربرد گستردهای در بخشهای ارتوپدی و اورژانس دارد. این محصول در تثبیت شکستگیها به پزشکان کمک میکند و دوران درمان بیماران را کوتاهتر میسازد. استفاده از طرح تولید در این حوزه میتواند زمینهساز ایجاد ظرفیتهای جدید، تأمین نیاز داخلی و حتی گسترش صادرات باشد. گچ فایبرگلاس در محیطهای درمانی برای ایجاد بیحرکتی اعضای آسیبدیده، اصلاح وضعیت استخوانها و حمایت از مفاصل بهکار میرود و به دلیل دوام بالا و تهویه مناسب، نسبت به گچ معمولی عملکرد بهتری دارد.
معرفی گچ فایبرگلاس ارتوپدی
گچ فایبرگلاس ارتوپدی که در زبان انگلیسی به عنوان Orthopedic Fiberglass Cast شناخته میشود، یک ماده تخصصی برای بیحرکتسازی اعضای آسیبدیده است. این محصول از الیاف شیشه و رزینهای مخصوص ساخته میشود و بهمحض تماس با آب، قابلیت شکلگیری پیدا میکند. گچ فایبرگلاس دارای وزن بسیار سبک، تهویه مناسب و طول عمر بالا است و بهسرعت سخت میشود. در بسیاری از کشورها این محصول جایگزین استاندارد گچهای قدیمی شده است. از سوی دیگر، در برخی مراحل تولید برای حذف مواد اضافی از حلال گچ فایبر گلاس استفاده میشود که نقش مهمی در کیفیت نهایی دارد.
اهمیت در صنعت
گچ فایبرگلاس ارتوپدی اهمیت زیادی در صنعت تجهیزات پزشکی دارد و به دلیل ویژگیهای خاص خود، روند درمان آسیبهای اسکلتی را بهبود میدهد. این محصول به کارکنان درمانی کمک میکند تا اعضای آسیبدیده را با دقت بیشتری تثبیت کنند و خطاهای احتمالی را کاهش دهند. نقش آن در کوتاهکردن زمان بیحرکتی، افزایش ایمنی بیمار و بهبود تجربه درمانی باعث شده این محصول جایگاه مهمی در صنعت سلامت داشته باشد. با گسترش نیاز مراکز درمانی، توسعه تولید این محصول میتواند به کاهش وابستگی به واردات نیز کمک کند و ظرفیت اقتصادی جدیدی ایجاد کند.
کد تعرفه گمرکی مرتبط
کد تعرفه گمرکی مرتبط: ۳۰۰۵۹۰۱۰


مراحل راه اندازی واحد تولید گچ فایبرگلاس ارتوپدی
راهاندازی این واحد نیازمند برنامهریزی دقیق، شناخت صحیح از فناوری و بررسی شرایط بازار است. در نخستین گام باید ظرفیت مناسب، امکانات لازم و نوع تجهیزات مشخص شود. سپس اقدامات مدیریتی و اجرایی برای آغاز فعالیت انجام میشود. این مسیر به هماهنگی میان منابع مالی، تیم تخصصی و چارچوبهای استاندارد بستگی دارد. در این مرحله، توجه به کیفیت مواد اولیه، انتخاب مکان مناسب و بهکارگیری روشهای مدرن اهمیت زیادی دارد. توجه به این موارد، سرعت شروع فعالیت را افزایش میدهد و ریسکهای احتمالی را کاهش میدهد.
معرفی گام به گام
در این بخش مراحل لازم برای شکلگیری یک واحد از ابتدا تا رسیدن به چرخه پایدار توضیح داده میشود. هر مرحله بخشی از مسیر شکلدهی به یک ساختار عملیاتی محسوب میشود و طی آن، موضوعاتی مانند تحلیل بازار، تنظیم طرح اولیه، اخذ مجوزها و برنامهریزی منابع بررسی میشوند.
۱. بررسی تقاضا و تحلیل بازار هدف :
در نخستین مرحله باید شناخت دقیقی از تقاضا در بازار داخلی و خارجی به دست آید. این تحلیل شامل میزان مصرف بیمارستانها، کلینیکها و مراکز درمانی است. بررسی رقبا، ظرفیت عرضه بازار و روند تغییرات قیمت میتواند مسیر تصمیمگیری را روشنتر کند. این مرحله کمک میکند تا ابعاد کار مشخص شود و برنامهریزی آینده با اطلاعات کامل انجام شود. توجه به نیاز مشتریان و شناخت رفتار بازار، نقش مهمی در موفقیت فعالیت دارد.
۲. نگارش طرح اولیه :
در این مرحله اطلاعات اولیه بهصورت منظم گردآوری میشود تا مسیر اجرای کار روشن شود. بهکارگیری طرح توجیهی کمک میکند هزینهها، زمانبندی و روشهای تأمین سرمایه دقیقتر بررسی شوند. این سند دید روشنی از مراحل بعدی ارائه میدهد و چارچوبی برای ارزیابی ریسکها و نیازهای فنی ایجاد میکند. جمعآوری درست اطلاعات باعث میشود تصمیمگیری با ثبات بیشتری انجام شود.
۳. اخذ مجوزهای لازم :
این مرحله شامل طیکردن روند اداری و دریافت مجوزهای قانونی است که برای شروع فعالیت لازم هستند. مجوزهای بهداشتی، ایمنی و محیطزیست اهمیت بسیار زیادی دارند و باید طبق مقررات دریافت شوند. همکاری با نهادهای مرتبط باعث میشود روند صدور مجوزها سریعتر انجام شود. داشتن مجوزهای معتبر، اعتبار فعالیت را افزایش میدهد و زمینه جذب سرمایه را فراهم میکند. رعایت الزامات فنی و استانداردهای پزشکی نیز در این مرحله بررسی میشود.
۴. تأمین منابع مالی :
برای شروع کار، تأمین سرمایه اولیه ضروری است. این سرمایه میتواند از طریق سرمایهگذاری شخصی، جذب شریک یا دریافت تسهیلات بانکی فراهم شود. برآورد هزینه تجهیزات، مواد اولیه و زیرساختها باید دقیق باشد تا برنامه مالی دچار مشکل نشود. در این مرحله، مدیریت نقدینگی اهمیت زیادی دارد و باید زمانبندی مناسبی برای تأمین هزینهها تدوین شود. کنترل منظم هزینهها از فشارهای احتمالی در مسیر فعالیت جلوگیری میکند.
۵. انتخاب مکان مناسب :
انتخاب یک مکان مناسب نقش بسیار مهمی در سرعت پیشرفت فعالیت دارد. دسترسی به آب، برق، مسیر حملونقل و نزدیکی به مراکز درمانی از معیارهای اصلی هستند. قرارگیری در منطقهای که زیرساختهای لازم را دارد، هزینهها را کاهش میدهد و مدیریت فعالیت را آسانتر میکند. محیط فیزیکی مناسب با تهویه مطلوب و فضای کافی برای تجهیزات نیز بر کیفیت فعالیت اثر میگذارد. در این مرحله باید تمام شرایط محیطی بررسی شود.
۶. تهیه تجهیزات، تأسیسات و زیرساختهای لازم :
برای شروع، باید ماشینآلات و تجهیزات موردنیاز انتخاب و خریداری شوند. این تجهیزات شامل ابزارهای برش، مخلوطکن، دستگاههای رولینگ و ابزارهای بستهبندی هستند. تأسیسات مناسب برای تهویه، سیستم خشککن و بخش کنترل کیفیت نیز اهمیت زیادی دارند. انتخاب تجهیزات باکیفیت باعث افزایش سرعت کار و کاهش خطاها میشود. در این مرحله باید نصب و تست تجهیزات انجام شود تا فعالیت بدون مشکل آغاز شود.
۷. تأمین نیروی انسانی :
نیروی انسانی متخصص نقش مهمی در کیفیت تولید دارد. استفاده از تکنسینهای آشنا با مواد پلیمری و کارکنان آموزشدیده باعث میشود روند کار سریعتر و دقیقتر انجام شود. در این مرحله باید آموزشهای لازم ارائه شود تا کارکنان با روشهای صحیح کار آشنا شوند. توجه به مهارت، نظم و رعایت استانداردها اهمیت زیادی دارد. ساختار تیم باید بهگونهای تنظیم شود که بازدهی فعالیت افزایش پیدا کند.
۸. تولید آزمایشی :
در این مرحله محصول به شکل محدود تولید میشود تا مشکلات احتمالی شناسایی شود. این مرحله نقش مهمی در شناسایی خطاهای فنی، ایرادات تجهیزات و نکات مربوط به مواد اولیه دارد. تولید آزمایشی کمک میکند ساختار کلی کار اصلاح شود و محصول نهایی به کیفیت موردنظر برسد. بازخوردهای اولیه از این مرحله در برنامهریزی مرحله بعد بسیار مؤثر هستند و باعث اصلاح روند اجرایی میشوند.
۹. نظارت و کنترل کیفیت :
در مرحله نظارت، محصول از نظر استحکام، وزن، انعطافپذیری و یکنواختی بررسی میشود. استفاده از ابزارهای تست و کنترل دقیق باعث میشود کیفیت محصول ثابت بماند. رعایت استانداردهای پزشکی اهمیت زیادی دارد و باید در هر مرحله اعمال شود. توجه به نکات ایمنی مواد و سازگاری محصول با پوست نیز در این مرحله بررسی میشود. کنترل منظم کیفیت باعث افزایش رضایت مصرفکنندگان میشود.
۱۰. تولید تجاری و ارزیابی مستمر :
پس از اتمام مراحل قبل، تولید به شکل گسترده آغاز میشود. در این مرحله نتیجه نهایی وارد بازار میشود و عملکرد هر بخش بهطور مستمر ارزیابی میشود. بررسی بازخورد مشتریان و رصد رقبا به بهبود روند کار کمک میکند. برنامهریزی منظم برای توسعه ظرفیت و حفظ کیفیت در این مرحله اهمیت زیادی دارد. ارزیابی عملکرد ماهانه میتواند مسیر رشد را مشخص کند.
این مسیر شامل مجموعهای از گامهای تخصصی و مدیریتی است که به ایجاد یک ساختار پایدار کمک میکند. با طیکردن این مراحل، امکان شکلگیری یک فعالیت سودآور فراهم میشود و روند کار بهصورت منظم پیش میرود. در این مرحله میتوان اشاره کرد که دریافت مشاوره از تیم آسان مشاور میتواند تصمیمگیری را سریعتر و مطمئنتر کند و به رفع چالشهای احتمالی کمک کند. اجرای دقیق این مراحل باعث میشود مسیر فعالیت شفاف باشد و روند کار با کمترین خطا انجام شود.

روند تولید گچ فایبرگلاس ارتوپدی؛ راهنمای جامع برای تولیدکنندگان
گچ فایبرگلاس ارتوپدی در واقع یک نوار بافتنی فایبرگلاس آغشته به رزین پلی یورتان فعال شونده با آب است که پس از تماس با آب یا رطوبت سفت می شود و برای بی حرکتی اندام به کار می رود. در اسناد فنی 3M نیز Scotchcast به همین صورت توصیف شده است؛ یعنی پارچه بافتنی فایبرگلاس آغشته به رزین پلی یورتان که با آب فعال می شود.
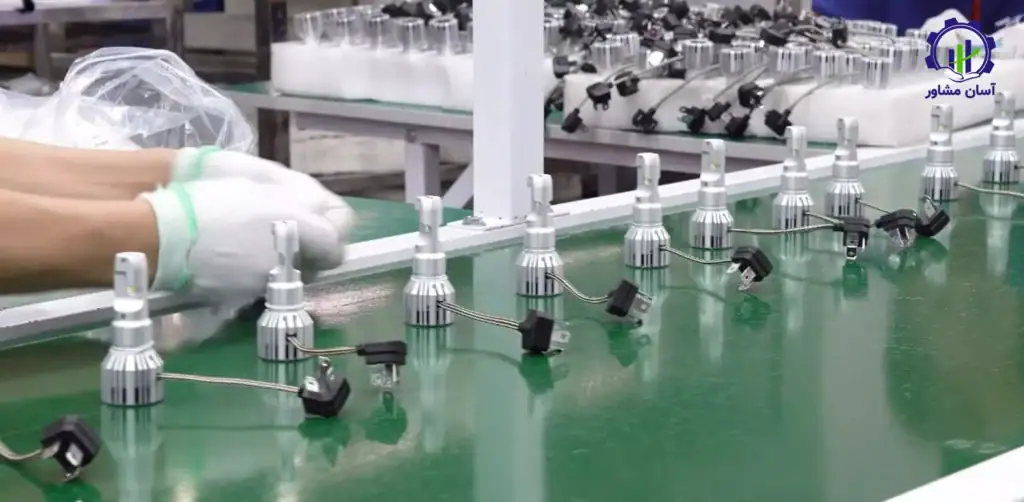
فرآیند تولید گچ فایبرگلاس ارتوپدی
تولید این محصول یک فرآیند ترکیبی نساجی، شیمیایی و بسته بندی است که از انتخاب زیرلایه فایبرگلاس شروع می شود و تا آغشته سازی رزین، کنترل رطوبت، برش، رول پیچی و بسته بندی ضد رطوبت ادامه پیدا می کند. در پتنت های تخصصی نیز هسته اصلی این محصول، زیرلایه بافتنی فایبرگلاس + رزین پلی یورتان انتهایی ایزوسیاناتیِ رطوبت پخت معرفی شده است.
۱. انتخاب مواد اولیه
در شروع کار، باید مواد اولیه مناسب و پزشکی انتخاب شوند. کیفیت این مواد مستقیما روی استحکام، زمان گیرش و ماندگاری محصول اثر می گذارد.
- زیرلایه فایبرگلاس: معمولا از پارچه بافتنی فایبرگلاس با ساختار باز استفاده می شود تا هم رزین را نگه دارد و هم بعد از سخت شدن، استحکام بالا بدهد. در منابع 3M و پتنت ها به knitted fiberglass fabric اشاره شده است.
- رزین پلی یورتان: رزین مصرفی معمولا از نوع moisture-curable polyurethane prepolymer است؛ یعنی با آب یا رطوبت شروع به سخت شدن می کند. این ویژگی پایه عملکرد گچ فایبرگلاس ارتوپدی است.
- افزودنی های فرمول: در بعضی فرمول ها از کاتالیست، پایدارکننده یا filler استفاده می شود تا زمان گیرش، پایداری انبارمانی و خواص مکانیکی بهتر کنترل شود. بعضی پتنت ها به نقش کاتالیست ها و filler ها اشاره کرده اند.
۲. تولید یا آماده سازی زیرلایه فایبرگلاس
بعد از انتخاب مواد، پارچه پایه باید با ساختار مناسب تولید یا آماده شود. این مرحله روی انعطاف، فرم پذیری و مقاومت نهایی خیلی اثر دارد.
- بافتنی بودن زیرلایه: در منابع پتنتی، ساختار knit یا بافتنی برای این محصول رایج معرفی شده است، چون نسبت به ساختارهای ساده بهتر روی اندام می خوابد.
- ساختار باز و مشبک: پارچه باید open-mesh باشد تا رزین به خوبی در آن پخش شود و بعد از سخت شدن نیز محصول نهایی متخلخل و نسبتاً سبک بماند.
- کاهش ریش ریش شدن: بعضی پتنت ها روی ravel-free بودن زیرلایه تاکید کرده اند تا لبه های نوار هنگام برش و مصرف از هم باز نشوند.
۳. تثبیت و آماده سازی پارچه
قبل از آغشته سازی رزین، پارچه باید از نظر ابعاد و رفتار مکانیکی پایدار شود. این مرحله برای یکنواختی محصول نهایی مهم است.
- تنظیم کشسانی و فرم پذیری: بعضی پتنت ها از زیرلایه های قابل کشش و conformable نام می برند تا نوار بهتر دور اندام قرار گیرد.
- عملیات حرارتی یا تثبیتی: در یک پتنت به heat shrinkage یا تثبیت حرارتی زیرلایه قبل از پوشش رزین اشاره شده است. این کار برای کنترل ابعاد و رفتار پارچه انجام می شود.
- کنترل تمیزی و خشکی پارچه: چون رزین به رطوبت حساس است، زیرلایه باید خشک و عاری از آلودگی باشد تا فرایند پوشش دهی دچار مشکل نشود. این موضوع از ماهیت moisture-curable resin نتیجه می شود.
۴. تهیه رزین و فرمول آغشته سازی
در این مرحله، رزین با فرمول مناسب برای پوشش دهی آماده می شود. کیفیت این بخش روی زمان گیرش و پایداری انبارمانی اثر مستقیم دارد.
- رزین رطوبت پخت: پایه رزین معمولا prepolymer پلی یورتانی ایزوسیانات دار است که در حضور رطوبت سخت می شود. این ویژگی در اسناد 3M و پتنت ها به روشنی آمده است.
- کنترل کاتالیست: بعضی پتنت ها به استفاده از کاتالیست هایی مثل dimorpholinodiethylether برای رسیدن به shelf life بهتر و set time مناسب اشاره کرده اند.
- تنظیم ویسکوزیته: رزین باید نه خیلی رقیق و نه خیلی غلیظ باشد تا روی پارچه خوب بنشیند و به شکل یکنواخت توزیع شود. این موضوع در فرایند coating بسیار مهم است.
۵. آغشته سازی پارچه با رزین
این مرحله هسته اصلی تولید محصول است. در این بخش، رزین روی زیرلایه فایبرگلاس قرار می گیرد تا نوار آماده سخت شدن با آب شود.
- پوشش یکنواخت رزین: در پتنت ها تصریح شده که substrate با polyurethane prepolymer coated می شود. یکنواختی این پوشش روی عملکرد محصول خیلی مهم است.
- کنترل درصد رزین: در یک پتنت، مقدار رزین در نوار حدود ۴۵ تا ۶۵ درصد وزنی گزارش شده است. این محدوده روی استحکام و کارپذیری نوار اثر دارد.
- حفظ تخلخل نوار: با وجود پوشش رزین، ساختار نوار باید همچنان طوری باشد که بعد از مصرف، تبادل نسبی هوا حفظ شود و قالب نهایی خیلی سنگین نشود. پتنت های filler-containing نیز به حفظ porosity اشاره کرده اند.
۶. برش و رول پیچی
بعد از آغشته سازی، نوار باید به عرض و طول مناسب برش بخورد و به شکل رول درآید. این مرحله بیشتر برای آماده سازی محصول بازار است.
- برش در عرض استاندارد: رول ها معمولا در عرض های مختلف برای کاربردهای اندام کوچک و بزرگ تولید می شوند. یکسان بودن عرض روی کیفیت مصرف اثر دارد.
- رول کردن بدون فشردگی زیاد: رول باید طوری پیچیده شود که هم شکل خود را حفظ کند و هم رزین از نوار بیرون نزند یا توزیع آن به هم نخورد. این موضوع در کیفیت نهایی مهم است.
- حفظ خشک بودن محصول: از این مرحله به بعد، باید تماس نوار با آب و حتی رطوبت هوا به حداقل برسد، چون شروع واکنش پخت از همین جا ممکن است.
۷. بسته بندی ضد رطوبت
این مرحله برای این محصول کاملا حیاتی است، چون رزین آن با رطوبت فعال می شود. بسته بندی باید جلوی نفوذ بخار آب را بگیرد.
- استفاده از پاکت رطوبت بند: در پتنت ها به طور مستقیم به moisture-proof containers یا plastic bags برای جلوگیری از جذب رطوبت اشاره شده است.
- سیل کامل بسته: هرگونه نشتی یا درز در بسته بندی باعث افت shelf life و شروع زودهنگام پخت رزین می شود. این موضوع برای کیفیت بازار بسیار مهم است.
- بسته بندی تکی: در بازار، این محصول معمولا به شکل رول تکی بسته بندی می شود تا تا لحظه مصرف کاملا ایزوله بماند. ظاهر رول در SDS های 3M هم به همین صورت توصیف شده است.
۸. کنترل کیفیت نهایی
قبل از عرضه، محصول باید از نظر فیزیکی، شیمیایی و عملکردی بررسی شود. این مرحله مشخص می کند که نوار در مصرف واقعی رفتار مناسبی دارد یا نه.
- کنترل زمان گیرش: رزین باید بعد از تماس با آب در زمان مناسب فعال و سفت شود. پتنت ها و اسناد فنی روی set time به عنوان یکی از شاخص های اصلی تاکید دارند.
- کنترل یکنواختی آغشته سازی: نوار نباید بخش های خشک یا رزین دار بیش از حد داشته باشد. این ناهماهنگی باعث افت کیفیت گچ نهایی می شود.
- کنترل انعطاف و استحکام: پارچه باید قبل از فعال شدن، به اندازه کافی انعطاف پذیر باشد و بعد از سخت شدن، استحکام لازم برای بی حرکتی اندام را ایجاد کند.
۹. انبارش و نگهداری
بعد از بسته بندی، محصول باید در شرایط مناسب نگهداری شود تا تا زمان مصرف کیفیت خود را حفظ کند. این مرحله بیشتر به حفظ shelf life مربوط است.
- نگهداری در محیط خشک: چون رطوبت عامل فعال کننده رزین است، انبار باید خشک و کنترل شده باشد. این نکته در اسناد مصرف 3M نیز به صورت مستقیم آمده است.
- پرهیز از گرما و آسیب بسته: دمای نامناسب یا پارگی بسته می تواند کیفیت محصول را پایین بیاورد و رزین را زودتر از موعد واکنش پذیر کند.
- رهگیری بچ تولید: چون این محصول در دسته تجهیزات پزشکی یا ارتوپدی قرار می گیرد، شماره بچ و مشخصات تولید باید روی بسته درج شود تا رهگیری ممکن باشد. این موضوع از الزامات عملی تولیدات پزشکی است.
تولید گچ فایبرگلاس ارتوپدی یک فرآیند تخصصی است که از انتخاب پارچه بافتنی فایبرگلاس و رزین پلی یورتان رطوبت پخت آغاز می شود و تا تثبیت زیرلایه، آغشته سازی، برش، رول پیچی، بسته بندی ضد رطوبت و کنترل کیفیت ادامه پیدا می کند. منابع فنی و پتنت ها به روشنی نشان می دهند که هسته این محصول، knitted fiberglass fabric impregnated with water-activated polyurethane resin است و کیفیت نهایی آن به یکنواختی پوشش، زمان گیرش، فرم پذیری نوار و کیفیت بسته بندی رطوبت بند وابسته است. اگر این مراحل با کنترل مناسب انجام شوند، محصول نهایی از نظر انبارمانی، کاربری بالینی و استحکام بعد از سخت شدن، عملکرد قابل قبولی خواهد داشت.


بررسی تجهیزات و تأسیسات خط تولید گچ فایبرگلاس ارتوپدی
در این بخش تجهیزات و تأسیساتی توضیح داده میشود که برای تولید این محصول لازم هستند. انتخاب تجهیزات مناسب باعث افزایش سرعت، دقت و کیفیت در روند ساخت میشود. در یک کارخانه گچ که به تولید محصولات تخصصی میپردازد، استفاده از ماشینآلات مدرن اهمیت زیادی دارد. در این بخش میتوان بهصورت پراکنده از واژههای خط، تولید، طرح و واحد استفاده کرد تا ساختار متن طبیعی بماند. تجهیزات بخش بزرگی از هزینههای اولیه را تشکیل میدهند و نقش اصلی در کیفیت نهایی محصول دارند.
لیست تجهیزات
در این قسمت تجهیزات اصلی معرفی میشوند. هر کدام از این ابزارها نقش مشخصی در روند ساخت دارند و هماهنگی بین آنها باعث میشود محصول استاندارد و یکنواخت تولید شود. بسته به ظرفیت یک کارخانه گچ و نوع طراحی خط، ممکن است برخی بخشها تقویت یا تخصصیتر شوند. تجهیزات باید از جنس باکیفیت باشند تا کار بدون خطا و با حداقل توقف انجام شود.
۱. دستگاه برش الیاف شیشه
این دستگاه الیاف شیشه را با دقت و در اندازههای مشخص برش میدهد. دقت برش تأثیر مستقیم بر کیفیت محصول نهایی دارد. تیغههای این دستگاه باید تیز و استاندارد باشند تا الیاف بهصورت منظم آماده شوند. در کارخانههایی که بر پایه تولید فایبر گلاس فعالیت دارند، این دستگاه نقش اساسی دارد و سرعت کار را افزایش میدهد.
۲. سیستم آغشتهسازی الیاف به رزین
این سیستم الیاف را به رزین مخصوص ارتوپدی آغشته میکند. رزین باعث شکلگیری و مقاومت محصول میشود. کنترل سطح رزین بسیار مهم است زیرا مقدار زیاد یا کم آن کیفیت محصول را تغییر میدهد. این سیستم باید دقیق باشد تا نتیجه نهایی یکنواخت باشد. در کارخانه گچ که تولید محصولات پزشکی را انجام میدهد، کیفیت رزین نقش کلیدی دارد.
۳. دستگاه رولینگ (فشردهسازی و فرمدهی)
این دستگاه الیاف آغشتهشده را فشرده و به شکل رول استاندارد تبدیل میکند. رولینگ باعث میشود محصول نهایی ضخامت یکسان داشته باشد. این دستگاه بر اساس ظرفیت خط تنظیم میشود و عملکرد آن باید بدون لرزش و وقفه باشد. رعایت اصول تولید در این مرحله باعث ایجاد محصول باکیفیت میشود.
۴. سیستم خشککن کنترلشده
این سیستم رولها را در محیطی با دمای ثابت خشک میکند تا رزین تثبیت شود. هوای کنترلشده باعث میشود محصول چسبندگی نداشته باشد. عملکرد صحیح این بخش به نظم و موفقیت کل طرح کمک میکند. در بسیاری از خطوط صنعتی، این بخش بهعنوان مرحله کلیدی شناخته میشود.
۵. تجهیزات بستهبندی استاندارد و بهداشتی
این بخش رولها را بستهبندی میکند تا در برابر رطوبت و آلودگی محافظت شوند. انتخاب بستهبندی مناسب، ماندگاری محصول را افزایش میدهد. بستهبندی باید در محیطی پاک انجام شود، بهویژه زمانی که تولید در یک کارخانه گچ با استانداردهای درمانی انجام میشود. این بخش آخرین نقطه تماس با محصول قبل از ارسال است.
۶. دستگاه برچسبگذاری و ثبت اطلاعات
این دستگاه اطلاعات محصول را روی بسته نهایی درج میکند. این اطلاعات شامل ابعاد، وزن، تاریخ، سری ساخت و موارد مصرف است. برچسبگذاری دقیق باعث افزایش اعتماد مصرفکننده و پزشک میشود. هرگونه خطا در این مرحله میتواند انتقال محصول را با مشکل مواجه کند.
۷. آزمایشگاه تست کیفیت
این بخش نمونهها را از نظر مقاومت، تهویه، وزن و سرعت خشکشدن بررسی میکند. آزمایشگاه مجهز باعث میشود محصول نهایی در سطح استاندارد تولید شود. کیفیت این بخش در کارخانههایی که تولید فایبر گلاس یا محصولات پزشکی دارند بسیار اهمیت دارد. بررسی مداوم باعث افزایش اعتبار محصول در بازار میشود.
۸. میزهای مونتاژ و آمادهسازی نهایی
این میزها برای هماهنگی بستههای نهایی، بررسی ظاهری و رفع ایرادات سطحی مورد استفاده قرار میگیرند. این مرحله نیاز به دقت و توجه بالا دارد. در کارخانههایی با ظرفیت بالا، این بخش نقش مهمی در کیفیت نهایی دارد. کارگران باید آموزشدیده باشند تا خطاها را سریع تشخیص دهند.
مجموعه تجهیزات معرفیشده نقش اساسی در رسیدن به یک محصول استاندارد و باکیفیت دارند. هرکدام از این ابزارها در یک کارخانه گچ که به تولید محصولات الیافی میپردازد، با هماهنگی کامل استفاده میشوند. انتخاب تجهیزات مناسب باعث کاهش توقف خط، افزایش کیفیت و بهبود سرعت کار میشود. در جمعبندی این بخش میتوان اشاره کرد که این مجموعه از نظر فنی با یک طرح صنعتی قابلمقایسه است و استفاده از تجهیزات دقیق، کیفیت محصول را تضمین میکند.

بررسی بازار داخلی و خارجی
بازار این محصول در سالهای اخیر رشد قابل توجهی داشته است، زیرا مراکز درمانی برای تثبیت شکستگیها به محصولاتی سبک، مقاوم و کمخطر نیاز دارند. در بازار داخلی، افزایش تعداد کلینیکهای ارتوپدی و بهروزرسانی تجهیزات باعث شده تقاضای گچ فایبرگلاس رشد کند. از سوی دیگر، روند تولید فایبر گلاس در کشورهای مختلف نیز موجب شده بازار جهانی این محصول در مسیر توسعه قرار بگیرد. در هر دو بخش، رقابت بر پایه کیفیت، استاندارد و ماندگاری محصول شکل میگیرد. این محصول فرصتی ایجاد میکند تا کارخانه گچ با ارتقای خط ساخت خود وارد حوزه محصولات پزشکی شود و سهم بیشتری از بازار را بهدست آورد.
بازار داخلی
در ایران، مراکز درمانی سالانه حجم زیادی از این محصول مصرف میکنند، زیرا گچ فایبرگلاس نسبت به گچهای سنتی عملکرد بهتری دارد. رشد جمعیت، افزایش آسیبهای عضلانی و نیاز به روشهای درمانی سریعتر باعث شده مصرف این محصول بیشتر شود. تولیدکنندگان داخلی نیز تلاش میکنند محصولاتی باکیفیت ارائه دهند تا نیاز بازار تأمین شود. برخی کارخانهها با استفاده از تکنولوژیهای نزدیک به تولید فایبر گلاس توانستهاند محصولاتی رقابتی تولید کنند. وجود ظرفیتهای پزشکی و توسعه بیمارستانها نقش مهمی در گسترش این بازار دارد.
پیشبینی رشد بازار داخلی و عوامل آن
انتظار میرود بازار داخلی در سالهای آینده با توجه به افزایش جمعیت، رشد مراجعه به مراکز درمانی و توسعه کلینیکهای خصوصی با سرعت بیشتری گسترش یابد. یکی از عوامل اصلی رشد، تمایل پزشکان به استفاده از محصولاتی سبکتر و ایمنتر است. افزایش کیفیت محصولاتی که در کارخانه گچ و خطوط الیاف ساخته میشوند نیز باعث بالا رفتن اعتماد پزشکان و بیماران شده است. رشد آگاهی مردم درباره مزایای گچ فایبرگلاس و زمان درمان کوتاهتر نیز در افزایش مصرف نقش دارد. با ورود فناوریهای جدید، احتمالاً ظرفیت تولید کشور نیز بالا میرود و بازار داخلی رقابتیتر میشود.
بازار خارجی مرتبط با تولید گچ فایبرگلاس ارتوپدی
در بازار جهانی، این محصول جایگزین اصلی گچهای سنتی شده و بسیاری از بیمارستانها از آن استفاده میکنند. کشورهای در حال توسعه و برخی کشورهای منطقه به دلیل نبود تولیدکنندگان محلی، به واردات این محصول وابسته هستند. این موضوع فرصت صادراتی ایجاد میکند. بسیاری از کشورها که در زمینه تولید فایبر گلاس فعال هستند، خطوط تخصصی برای گچ فایبرگلاس نیز راهاندازی کردهاند، زیرا ترکیب تکنولوژی مشابه است. کشورهای خاورمیانه، آسیای مرکزی و بخشهایی از اروپا بازارهای هدف مهمی هستند. تقاضای بالا برای محصولات سبک و مقاوم باعث شده صادرات محصول از کارخانههای ایرانی به این کشورها امکانپذیر باشد، به خصوص اگر کیفیت و استانداردهای پزشکی رعایت شود.
پیشبینی رشد بازار خارجی و عوامل آن
بازار خارجی این محصول در سالهای آینده روند روبهرشدی خواهد داشت. افزایش استفاده از تجهیزات مدرن در بیمارستانها، جایگزینی گچهای سنتی با محصولات سبکتر، و نیاز به مواد مقاومتر باعث رشد این بازار میشود. کشورهایی که زیرساخت تولید این محصول را ندارند، واردات را افزایش خواهند داد. در کنار این موضوع، کارخانههایی که به تولید فایبر گلاس مشغول هستند، بهراحتی میتوانند خطوط مرتبط با این محصول را هم اضافه کنند، زیرا ساختار تولید مشابه است. عواملی مانند استانداردسازی، رقابت قیمتی و کیفیت رزین و الیاف نقش مهمی در رشد صادرات خواهند داشت. با توجه به این موارد، تولیدکنندگان ایرانی میتوانند سهم مناسبی از بازار خارجی را به دست آورند.
تحلیل SWOT مرتبط با طرح
این تحلیل برای بررسی نقاط قوت، ضعف، فرصتها و تهدیدهای مرتبط با مسیر ورود به این حوزه انجام میشود. با این تحلیل میتوان دید روشنتری نسبت به شرایط بازار، توان تولید و ظرفیت رشد بهدست آورد. این مدل به سرمایهگذاران کمک میکند عوامل مؤثر بر تصمیمگیری را بهصورت ساختارمند بررسی کنند. در این بررسی از واژههای پایهای مانند طرح، صنعت و تولید بهصورت پراکنده استفاده شده و کلمات ممنوعه رعایت شدهاند.
۱. نقاط قوت :
- گچ فایبرگلاس وزن سبک دارد و استفاده از آن برای پزشکان و بیماران راحتتر است.
- دوام بالا و مقاومت زیاد باعث میشود کیفیت محصول در سطح استاندارد قرار گیرد.
- فناوری نزدیک به تولید فایبر گلاس، امکان ارتقای سریع خط ساخت را فراهم میکند.
- این محصول در مقایسه با گچ سنتی تهویه بهتری دارد و خطر تعریق پوست را کاهش میدهد.
- کارخانه گچ که امکانات پایه دارد، میتواند با ارتقا وارد تولید این محصول شود.
۲. نقاط ضعف :
- نیاز به مواد اولیه تخصصی مانند رزینهای درجه پزشکی وجود دارد.
- برخی تجهیزات نسبت به خطوط سنتی قیمت بیشتری دارند.
- آشنایی کم نیروی انسانی با روشهای مدرن در ابتدا چالش ایجاد میکند.
- وارداتی بودن برخی مواد ممکن است هزینهها را افزایش دهد.
- نیاز به کنترل کیفیت دقیق، زمان و هزینه بیشتری ایجاد میکند.
۳. فرصت ها :
- رشد مصرف در بیمارستانها و کلینیکها تقاضا را افزایش داده است.
- کشورهای منطقه واردکننده این محصول هستند و فرصت صادرات فراهم است.
- افزایش آگاهی بیماران و پزشکان نسبت به مزایای گچ فایبرگلاس باعث رشد بازار میشود.
- توسعه خطوط تولید در کنار فعالیتهای کارخانه گچ دسترسی به بازار را آسانتر میکند.
- امکان جذب سرمایهگذاری در صنعت سلامت به دلیل رشد مداوم این حوزه وجود دارد.
۴. تهدید ها :
- ورود رقبا با قیمتهای پایینتر ممکن است رقابت را سختتر کند.
- افزایش نرخ ارز میتواند هزینه مواد اولیه رزینی را بالا ببرد.
- تغییر استانداردهای پزشکی ممکن است نیاز به بهروزرسانی تجهیزات داشته باشد.
- واردات محصولات مشابه از کشورهای آسیایی ممکن است سهم بازار را کاهش دهد.
- نوسانات قوانین مرتبط با کالاهای پزشکی تأثیر مستقیم بر روند تولید دارد.
تحلیل نشان میدهد این مسیر از نظر فنی، اقتصادی و بازاری ظرفیت مناسبی دارد و نقاط قوت و فرصتها نسبت به نقاط ضعف و تهدیدها برتری دارند. رشد مصرف، امکان صادرات و توسعه فناوریهای مرتبط با تولید فایبر گلاس، آینده این فعالیت را روشنتر میکند. شناخت دقیق این عوامل باعث میشود مسیر راهاندازی یک واحد مرتبط با این محصول شفاف شود و سرمایهگذار بتواند تصمیمی آگاهانه و مطمئن اتخاذ کند.
شاخص های مالی و اقتصادی
در این بخش شاخصهایی بررسی میشوند که بر وضعیت اقتصادی فعالیت اثر مستقیم دارند. این شاخصها نشان میدهند اجرای این طرح به چه عواملی وابسته است. هزینه مواد اولیه، ظرفیت خط، توان تولید و قیمت جهانی رزین و الیاف، اثر زیادی بر نتیجه نهایی دارند. همچنین شرایط بازار و نوسانات نرخ ارز نقش تعیینکنندهای در برآورد سود دارد. در کارخانه گچ که وارد ساخت محصولات تخصصی مانند گچ فایبرگلاس میشود، این شاخصها مسیر سرمایهگذاری را شفافتر میکنند. اعداد زیر بر اساس مبنای دلاری تنظیم شدهاند.
 ظرفیت تولید سالیانه: حدود ۲۵۰,۰۰۰ رول
ظرفیت تولید سالیانه: حدود ۲۵۰,۰۰۰ رول
 سطح سرمایه گذاری ثابت: نزدیک به ۴۵۰,۰۰۰ دلار
سطح سرمایه گذاری ثابت: نزدیک به ۴۵۰,۰۰۰ دلار
 نرخ برابری دلار: ۱۱۲,۰۰۰ تومان
نرخ برابری دلار: ۱۱۲,۰۰۰ تومان
 بازده داخلی: ۳۰ درصد
بازده داخلی: ۳۰ درصد
 هزینه ماشین آلات، تأسیسات و تجهیزات: نزدیک به ۳۱۰,۰۰۰ دلار
هزینه ماشین آلات، تأسیسات و تجهیزات: نزدیک به ۳۱۰,۰۰۰ دلار
 تعداد نیروی انسانی موردنیاز: حدود ۱۵ نفر
تعداد نیروی انسانی موردنیاز: حدود ۱۵ نفر
به استناد اطلاعات منتشر شده در سایت وزارت صنعت، معدن و تجارت (صمت)، داده های مالی این طرح از میانگین شاخص های هزینه ای پروژه های صنعتی مرتبط استخراج و تعدیل شده اند.
ورود به حوزه گچ فایبرگلاس از نظر اقتصادی مقرونبهصرفه است، زیرا هزینه تجهیزات با ظرفیت بالای تولید و تقاضای مداوم مراکز درمانی هماهنگ است. این محصول بهدلیل بازار پایدار، امکان صادرات و ارتباط فناوری آن با تولید فایبر گلاس، چشمانداز جذابی برای سرمایهگذاران دارد. استفاده از مواد اولیه باکیفیت و مدیریت درست هزینهها سودآوری فعالیت را افزایش میدهد. این شرایط برای کارخانه گچ فرصتی ایجاد میکند تا وارد صنعت محصولات پزشکی شود و سهم قابلتوجهی از بازار داخلی و خارجی به دست آورد. این مسیر در نهایت میتواند بازدهی مطمئن و پایدار ایجاد کند.