🕓 آخرین بروزرسانی: ۱۴۰۵/۰۲/۰۱
طرح تولید ایزوگام بهعنوان یکی از مسیرهای اقتصادی پایدار در صنعت عایقکاری ساختمانی شناخته میشود. این محصول به دلیل نیاز دائمی پروژههای عمرانی، نرخ مصرف بالا و بازار مستمر، فرصت ارزشمندی برای سرمایهگذاران ایجاد میکند. تولیدکنندگان با ورود به این حوزه از مزایایی مانند تقاضای ثابت، امکان توسعه ظرفیت و سودآوری مناسب بهرهمند میشوند. وجود بازار گسترده در بخش ساختمان، پروژههای زیربنایی و حتی صادرات، جذابیت این مسیر را افزایش میدهد. در ادامه این مقاله، آسان مشاور ابعاد مختلف این فعالیت را دقیقتر بررسی میکند.
«درخواست مشاوره تخصصی برای سرمایهگذاری»
طرح تولید ایزوگام و کاربرد آن در صنعت
ایزوگام در بسیاری از پروژههای عمرانی و صنایع مرتبط با ساختوساز نقش کلیدی دارد و بهعنوان یکی از مواد اصلی در ایزولاسیون شناخته میشود. استفاده از طرح تولید در این حوزه باعث تأمین پایدار این محصول و کاهش وابستگی به واردات میشود. کاربرد گسترده ایزوگام در پوشش پشتبامها، سازههای صنعتی، تأسیسات زیرزمینی، استخرها و پروژههای عمرانی شهری، نیاز همیشگی به این محصول را تضمین میکند. این گستردگی مصرف، جایگاه ایزوگام را بهعنوان یکی از عناصر مهم در صنعت ساختوساز تثبیت کرده است.
معرفی ایزوگام
ایزوگام یا Bitumen Waterproofing Membrane یکی از انواع پوششهای عایق رطوبتی است که از لایههای مختلف مواد پلیمری و قیر اصلاحشده تولید میشود. این محصول با ایجاد مقاومت بالا در برابر نفوذ رطوبت و ایجاد یک سطح یکپارچه، در پروژههای مختلف استفاده میشود. ایزوگام در دو نوع روکشدار و ساده عرضه میشود و بسته به نوع کاربرد، ضخامت و فرمولاسیون آن متفاوت است. ساختار مستحکم و عمر طولانی، ایزوگام را به یکی از راهکارهای مؤثر برای حفاظت سازه در برابر رطوبت تبدیل کرده است.
اهمیت در صنعت
ایزوگام به دلیل نقش عملکردی در محافظت سازهها در صنعت ساختمان جایگاه ویژهای دارد. استفاده از ایزوگام باعث کاهش خسارتهای ناشی از نفوذ آب، افزایش دوام مصالح و بهبود کیفیت اجرای پروژهها میشود. در بسیاری از فعالیتهای عمرانی، وجود عایق رطوبتی استاندارد ضروری است و ایزوگام بهعنوان یکی از گزینههای اصلی انتخاب میشود. ایزوگام در رشد اقتصادی بخش ساختوساز نیز مؤثر است، زیرا به ایجاد اشتغال، توسعه واحدهای مرتبط و افزایش بهرهوری صنعتی کمک میکند.
کد آیسیک مرتبط
کد آیسیک : ۲۴۲۲۵۱۲۵۲۶


مراحل راهاندازی واحد تولید ایزوگام
راهاندازی مجموعهای در حوزه ایزوگام نیازمند برنامهریزی دقیق و مدیریت صحیح منابع است. انتخاب مسیر مناسب باعث میشود اجرا با ریسک کمتر انجام شود. مراحل لازم برای آمادهسازی و سازماندهی خط تولید بهصورت مرحلهبهمرحله معرفی میشود تا محصول نهایی با کیفیت مناسب عرضه شود.
معرفی گام به گام
در این مرحله مجموعهای از گامهای اصلی معرفی میشود که هرکدام بخشی از مسیر آمادهسازی را پوشش میدهند. این گامها به سرمایهگذاران کمک میکنند روند کار را بهتر بشناسند و اقدامات لازم را با دقت بیشتری انجام دهند.
۱. بررسی تقاضا و تحلیل بازار هدف :
بررسی تقاضا شامل شناخت مشتریان، نیاز پروژههای عمرانی و ارزیابی رفتار خریداران است. در این مرحله وضعیت رقبا، سهم بازار و ویژگیهای مورد انتظار محصول مشخص میشود. این تحلیل کمک میکند مسیر فعالیت با دقت بیشتری انتخاب و ظرفیت تولید بهصورت واقعبینانه برنامهریزی شود.
۲. نگارش طرح اولیه :
در این مرحله طرح توجیهی تدوین میشود تا چارچوب فنی، اقتصادی و اجرایی مشخص شود. این سند شامل برآورد هزینهها، زمانبندی، ساختار سرمایهگذاری و تحلیل مالی است. وجود این طرح به تصمیمگیری آگاهانه کمک میکند و برای ارائه به بانکها و نهادهای مرتبط مورد استفاده قرار میگیرد.
۳. اخذ مجوز های لازم :
در این مرحله باید مجوزهای قانونی شامل موافقت اصولی، پروانه تأسیس، استانداردها و بهرهبرداری اخذ شود. ارائه مدارکی مانند اسناد مالکیت، نقشههای فنی و مستندات محیطزیستی ضروری است. اجرای درست این مرحله باعث میشود کار از نظر اداری بدون وقفه و مشکل پیش برود.
۴. تأمین منابع مالی :
تأمین مالی از طریق سرمایه شخصی، تسهیلات بانکی یا مشارکت انجام میشود. برآورد هزینه تجهیزات، نیروی انسانی و نقدینگی در این مرحله اهمیت زیادی دارد. تأمین منابع کافی باعث میشود اجرای فعالیت بدون توقف انجام شود و در میانه مسیر با کمبود سرمایه مواجه نشود.
۵. انتخاب مکان مناسب :
انتخاب زمین مناسب نقش مهمی در کاهش هزینهها و افزایش بهرهوری دارد. محل فعالیت باید به راههای ارتباطی، زیرساختها و انرژی دسترسی داشته باشد. رعایت فاصله استاندارد از مناطق مسکونی و انطباق با ضوابط محیطزیستی نیز ضروری است.
۶. تهیه تجهیزات، تأسیسات و زیرساخت های لازم :
در این مرحله تجهیزات اصلی خط، سیستمهای حرارتی، دستگاههای آمادهسازی مواد و زیرساختهایی مانند برق سهفاز و مخازن تهیه میشود. انتخاب تجهیزات استاندارد باعث افزایش کیفیت محصول و کاهش هزینه تعمیرات در آینده خواهد شد.
۷. تأمین نیروی انسانی :
جذب نیروهای متخصص شامل اپراتورها، کارشناسان فنی و کارکنان کنترل کیفیت در این مرحله انجام میشود. آموزش مناسب کارکنان باعث کاهش خطا، افزایش کیفیت و بهبود بهرهوری میشود. هماهنگی نیروها نقش زیادی در عملکرد مناسب مجموعه دارد.
۸. تولید آزمایشی :
در این مرحله عملکرد تجهیزات و کیفیت محصول بررسی میشود. آزمایش اولیه کمک میکند مشکلات احتمالی مشخص و اصلاح شوند. اجرای تولید آزمایشی باعث میشود پیش از شروع فعالیت اصلی، خطاها کاهش پیدا کند و سیستم به پایداری برسد.
۹. نظارت و کنترل کیفیت :
کنترل کیفیت شامل بررسی چسبندگی، ضخامت، وزن و مقاومت محصول است. این نظارت باید مستمر باشد تا محصول مطابق استانداردهای بازار عرضه شود. وجود آزمایشهای دورهای به حفظ کیفیت و جلوگیری از بروز مشکلات کمک میکند.
۱۰. تولید تجاری و ارزیابی مستمر :
در این مرحله محصول بهصورت انبوه وارد بازار میشود. بررسی عملکرد خط، میزان فروش و تطبیق با استانداردهای فنی باید بهطور منظم انجام گیرد. ارزیابی مستمر باعث توسعه ظرفیت و بهبود روند فعالیت در آینده میشود.
مجموعه مراحل اجرای این مسیر نشان میدهد که برنامهریزی دقیق، انتخاب تجهیزات استاندارد و تحلیل صحیح بازار در موفقیت نهایی نقش بسیار مهمی دارند. اجرای درست این گامها باعث میشود فعالیت موردنظر با ریسک کمتر و بازده بیشتر همراه باشد. سرمایهگذاران میتوانند در هر مرحله برای تسهیل تصمیمگیری، از دریافت مشاوره تخصصی از تیم آسان مشاور استفاده کنند تا مسیر آغاز فعالیت با اطمینان بیشتری دنبال شود.

مراحل تولید ایزوگام : راهنمای جامع تولید کنندگان
ایزوگام در عمل نوعی غشای آب بندی قیری اصلاح شده است که از ترکیب قیر اصلاح شده با پلیمر و یک لایه مسلح کننده ساخته می شود. در منابع فنی بین المللی، این گروه از محصولات با عنوان modified bitumen membrane شناخته می شوند و معمولاً بر پایه قیر اصلاح شده با APP یا SBS و تقویت شده با الیاف پلی استر، فایبرگلاس یا ساختارهای مرکب تولید می شوند. تفاوت اصلی این دو خانواده نیز در رفتار حرارتی و انعطاف پذیری آن هاست؛ محصولات APP معمولاً مقاومت حرارتی بالاتری دارند و محصولات SBS انعطاف بیشتری، به ویژه در دماهای پایین، نشان می دهند.
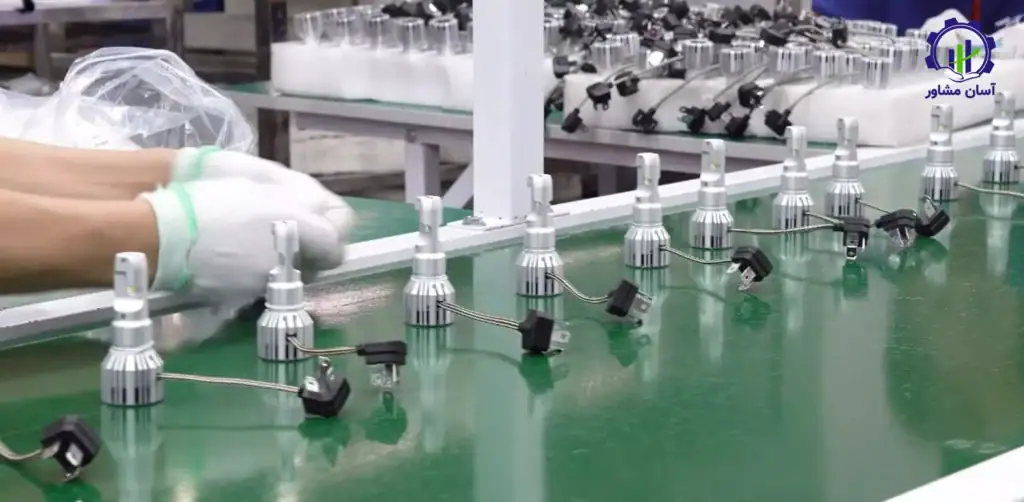
فرایند تولید
تولید ایزوگام در مقیاس صنعتی فقط به پوشاندن یک لایه قیر روی تیشو یا پلی استر محدود نمی شود، بلکه یک فرآیند پیوسته و مهندسی شده است که از انتخاب مواد اولیه، آماده سازی قیر و پلیمر، ساخت آمیزه، آماده سازی لایه تقویتی، آغشته سازی، تنظیم ضخامت، ایجاد لایه های سطحی، خنک کاری، رول کردن و بسته بندی تشکیل می شود. هرچه این مراحل دقیق تر انجام شوند، یکنواختی محصول نهایی، پایداری ابعادی و کیفیت ساخت بالاتر خواهد بود.
مراحل تولید ایزوگام
۱. انتخاب و آماده سازی مواد اولیه
- نوع قیر پایه: نخستین مرحله در تولید ایزوگام، انتخاب قیر پایه مناسب است. قیر باید از نظر ویسکوزیته، پایداری حرارتی و قابلیت اختلاط با پلیمر، شرایط لازم را داشته باشد تا بتواند در خط تولید به یک آمیزه یکنواخت تبدیل شود. در تولید غشاهای قیری اصلاح شده، قیر صنعتی پایه اصلی محصول است و کیفیت آن مستقیماً بر رفتار کل مخلوط اثر می گذارد.
- انتخاب پلیمر اصلاح کننده: در این مرحله مشخص می شود که محصول از نوع APP یا SBS باشد. منابع فنی توضیح می دهند که APP ماهیت پلاستومری دارد و بیشتر برای شرایط گرم و سطوح در معرض تابش مناسب است، در حالی که SBS ماهیت الاستومری دارد و انعطاف پذیری بیشتری در دماهای پایین دارد. این انتخاب از همان ابتدا روی فرمولاسیون، دمای اختلاط و حتی نوع لایه رویی اثر می گذارد.
- انتخاب لایه مسلح کننده: یکی دیگر از اجزای اصلی، لایه تقویتی یا reinforcement است. در منابع فنی، این لایه معمولاً از پلی استر، فایبرگلاس یا ترکیب این دو معرفی می شود. پلی استر به انعطاف و مقاومت کششی کمک می کند و فایبرگلاس بیشتر به پایداری ابعادی و ثبات محصول کمک می کند.
- مواد سطحی و کمکی: علاوه بر قیر، پلیمر و لایه مسلح کننده، موادی مانند فیلم پلی اتیلن در زیره، پودرهای معدنی، گرانول های معدنی یا روکش های سطحی خاص نیز انتخاب می شوند. این اجزا بسته به نوع محصول و طرح نهایی روی سطح بالا یا پایین غشا قرار می گیرند. در بروشورهای فنی محصولات تجاری نیز به سطح زیرین فیلم دار و سطح رویی گرانولی یا فیلمی اشاره شده است.
۲. آماده سازی قیر و پلیمر در واحد اختلاط
- گرم کردن قیر پایه: پس از ورود مواد اولیه به خط، قیر پایه باید تا دمای مناسب گرم شود تا امکان اختلاط یکنواخت با پلیمر اصلاح کننده فراهم شود. این مرحله باید تحت کنترل دقیق انجام شود، زیرا اگر دما پایین باشد پلیمر به خوبی پخش نمی شود و اگر بیش از حد بالا باشد، ترکیب دچار افت کیفیت حرارتی خواهد شد. منابع فنی مربوط به غشاهای قیری اصلاح شده به نقش تعیین کننده آمیزه قیر و پلیمر در رفتار نهایی محصول اشاره دارند.
- افزودن پلیمر اصلاح کننده: در این بخش، پلیمر APP یا SBS به قیر افزوده می شود تا آمیزه اصلاح شده تشکیل شود. کیفیت نهایی محصول تا حد زیادی به یکنواختی این اختلاط وابسته است. اگر پلیمر به خوبی در قیر توزیع نشود، بعضی قسمت های غشا رفتار متفاوتی نشان می دهند و محصول از نظر ساختار یکدست نخواهد بود. منابع محصولی و فنی نشان می دهند که غشاهای اصلاح شده دقیقاً از همین ترکیب قیر و پلیمر ساخته می شوند.
- افزودن پرکننده ها و مواد معدنی: در بسیاری از خطوط تولید، برای تنظیم خواص آمیزه از فیلرها یا پودرهای معدنی نیز استفاده می شود. این مواد به تنظیم ویسکوزیته، کنترل رفتار آمیزه و رسیدن به ساختار پایدارتر کمک می کنند. گرچه در دیتاشیت های محصول بیشتر بر ترکیب نهایی تأکید شده، اما فرآیند صنعتی استاندارد غشاهای قیری معمولاً همراه با تنظیم آمیزه توسط مواد کمکی انجام می شود.
۳. همگن سازی آمیزه و پایدارسازی فرمول
- اختلاط پیوسته و یکنواخت: پس از افزودن اجزای اصلی، آمیزه باید به صورت کامل همگن شود تا قیر، پلیمر و مواد کمکی یک ساختار یکنواخت تشکیل دهند. در این مرحله، شدت اختلاط، زمان ماند و دمای مخلوط بسیار مهم است. اگر همگن سازی ناقص باشد، هنگام پوشش دهی روی لایه مسلح کننده، ضخامت و خواص فیزیکی محصول در سراسر عرض خط یکسان نخواهد بود.
- کنترل پایداری حرارتی فرمول: آمیزه قیری باید در دمای کاری خط پایدار بماند تا نه ته نشینی مواد رخ دهد و نه تغییر رفتار ناگهانی در ویسکوزیته. این موضوع به ویژه در خطوط پیوسته که آمیزه باید به صورت مداوم روی لایه حامل اعمال شود اهمیت زیادی دارد. پایداری ترکیب قیری اصلاح شده یکی از پایه های اصلی کیفیت تولید صنعتی این نوع غشاها است.
۴. آماده سازی لایه مسلح کننده
- باز کردن رول پلی استر یا فایبرگلاس: در این مرحله، رول های لایه تقویتی وارد خط می شوند و روی مسیر تولید باز می گردند. این لایه باید از نظر کشش، عرض، سلامت بافت و یکنواختی کنترل شود، زیرا هر نقص در آن، مستقیماً به بدنه ایزوگام منتقل خواهد شد. در منابع فنی، این لایه به عنوان بخش اصلی reinforcement معرفی شده است.
- تنظیم کشش و راستای حرکت: لایه مسلح کننده باید در مسیر خط با کشش مناسب حرکت کند. اگر این کشش کمتر از حد لازم باشد، موج و اعوجاج در محصول ایجاد می شود و اگر بیش از حد باشد، خود لایه دچار آسیب یا تغییر شکل می شود. به همین دلیل، این مرحله فقط باز کردن رول نیست، بلکه بخشی از کنترل ساختار نهایی غشا است.
۵. آغشته سازی لایه مسلح کننده با آمیزه قیری
- اعمال آمیزه بر روی لایه تقویتی: در این مرحله، آمیزه قیری اصلاح شده روی لایه پلی استر یا فایبرگلاس اعمال می شود و به تدریج در ساختار آن نفوذ می کند. این بخش یکی از مهم ترین مراحل تولید ایزوگام است، زیرا پیوند اصلی میان لایه تقویتی و بدنه قیری محصول در همین جا شکل می گیرد. منابع فنی محصولات modified bitumen به روشنی بیان می کنند که غشا از قیر اصلاح شده همراه با لایه تقویتی ساخته می شود.
- نفوذ یکنواخت در ساختار حامل: آمیزه باید به شکلی روی لایه اعمال شود که نفوذ آن نه ناقص باشد و نه بیش از حد. اگر نفوذ ناقص باشد، پیوند کافی میان لایه و بدنه ایجاد نمی شود و اگر بیش از حد باشد، ممکن است ساختار نهایی محصول از نظر ضخامت و پایداری ظاهری دچار مشکل شود. این مرحله به شدت به دمای آمیزه و سرعت خط وابسته است.
۶. تنظیم ضخامت و شکل دهی نهایی بدنه غشا
- کنترل یکنواختی ضخامت: پس از آغشته سازی، غشا باید از میان مجموعه ای از غلطک ها یا واحدهای شکل دهنده عبور کند تا ضخامت آن در تمام عرض محصول یکنواخت شود. در بروشورهای فنی، ضخامت غشاها به صورت دقیق بر حسب میلی متر یا mil ذکر می شود که نشان می دهد کنترل این مرحله در تولید تجاری اهمیت بالایی دارد.
- ایجاد فرم نهایی محصول: در این مرحله، محصول از نظر عرض، ضخامت و فشردگی ساختار به شکل نهایی نزدیک می شود. اگر این بخش به درستی تنظیم نشود، بعضی رول ها ضخیم تر و بعضی نازک تر می شوند و یکنواختی کل تولید کاهش پیدا می کند. بنابراین این مرحله بخشی از تثبیت هندسه محصول است، نه فقط یک عملیات مکانیکی ساده.
۷. اعمال لایه زیرین و رویی
- ایجاد سطح زیرین: در بسیاری از ایزوگام ها، سطح زیرین با فیلم پلی اتیلن، لایه خودچسب یا ساختارهای مشابه پوشانده می شود. این لایه کمک می کند محصول در زمان رول شدن به خودش نچسبد و در نصب نیز رفتار قابل کنترل تری داشته باشد. منابع فنی محصولات تجاری به bottom face با burn-off film یا self-adhered layer اشاره کرده اند.
- اعمال سطح رویی: سطح بالایی محصول بسته به نوع آن می تواند فیلمی، ساده یا دارای گرانول معدنی باشد. غشاهای cap sheet معمولاً با لایه گرانولی تولید می شوند تا سطح نهایی محافظت بیشتری داشته باشد، در حالی که بعضی لایه های زیرکار یا base sheet سطح ساده تری دارند. این تفاوت در منابع Polyglass و INDEX به طور مستقیم آمده است.
- هماهنگی سطح با نوع فرمول: نوع فرمول APP یا SBS نیز روی انتخاب سطح نهایی اثر دارد. در منابع فنی توضیح داده شده که غشاهای SBS به دلیل حساسیت بیشتر به UV معمولاً نیاز بیشتری به محافظت سطحی دارند، در حالی که بعضی غشاهای APP می توانند در معرض مستقیم تر قرار گیرند.
۸. خنک کاری و تثبیت ساختار
- کاهش دما پس از شکل دهی: پس از اعمال لایه های نهایی، محصول باید به تدریج خنک شود تا ساختار قیری و لایه های سطحی تثبیت گردند. این مرحله باید به گونه ای انجام شود که تنش های حرارتی در طول رول ایجاد نشود و بدنه غشا دچار موج، تغییر ضخامت یا چسبندگی ناخواسته نگردد.
- تثبیت اتصال لایه ها: خنک کاری فقط برای سرد شدن نیست، بلکه باعث می شود اتصال میان قیر اصلاح شده، لایه تقویتی و روکش های سطحی پایدار شود. اگر این مرحله سریع یا ناهماهنگ انجام شود، ممکن است محصول در زمان رول شدن یا انبارش دچار مشکل شود. به همین دلیل، خنک کاری بخشی از تثبیت نهایی ساختار ایزوگام است.
۹. برش طولی، رول کردن و شکل دهی نهایی بسته
- برش در عرض استاندارد: پس از تثبیت، غشا در عرض مورد نظر برش می خورد تا به ابعاد استاندارد بازار برسد. در بروشورهای فنی، عرض رول ها معمولاً به صورت دقیق مشخص شده است که نشان دهنده اهمیت این مرحله در تولید تجاری است.
- رول کردن بدون آسیب به ساختار: سپس ایزوگام به صورت رول جمع می شود. این رول شدن باید به شکلی انجام شود که نه سطح رویی آسیب ببیند و نه تنش اضافی به بدنه وارد شود. اگر رول کردن نامناسب باشد، سطح گرانولی یا لایه زیرین آسیب می بیند و محصول در انبار یا حمل دچار افت ظاهری و ساختاری خواهد شد.
- حفظ یکنواختی در طول رول: در این مرحله، باید کل رول از نظر ضخامت، لبه ها و نظم پیچش یکنواخت باشد. این موضوع هم برای حمل و هم برای نصب بعدی مهم است، زیرا رول های نامنظم در اجرا مشکلات بیشتری ایجاد می کنند.
۱۰. بسته بندی و آماده سازی برای عرضه
- بسته بندی محافظتی: در آخرین مرحله، رول های ایزوگام بسته بندی می شوند تا از گرد و غبار، آسیب مکانیکی و باز شدن ناخواسته محافظت شوند. بسته بندی باید به گونه ای باشد که شکل رول حفظ شود و محصول در انبارش یا حمل دچار تغییر فرم نشود.
- ثبت مشخصات روی محصول: در این مرحله معمولاً اطلاعاتی مانند نوع فرمول، ضخامت، ابعاد، نوع reinforcement و مشخصات خط تولید روی برچسب یا بدنه بسته درج می شود. این اطلاعات برای انبارش، فروش و استفاده صحیح از محصول اهمیت زیادی دارند. وجود دیتاشیت های دقیق برای این محصولات در منابع فنی سازندگان نیز همین ضرورت را نشان می دهد.
ایزوگام یک غشای آب بندی قیری اصلاح شده است که تولید آن از انتخاب قیر پایه، پلیمر اصلاح کننده و لایه مسلح کننده آغاز می شود و پس از عبور از مراحل ساخت آمیزه، همگن سازی، آماده سازی حامل، آغشته سازی، تنظیم ضخامت، اعمال لایه های سطحی، خنک کاری، رول کردن و بسته بندی به محصول نهایی می رسد. منابع فنی معتبر نشان می دهند که ساختار اصلی این محصولات بر پایه قیر اصلاح شده با APP یا SBS و تقویت شده با پلی استر، فایبرگلاس یا ساختارهای مرکب شکل می گیرد.
هرچه این مراحل با دقت بیشتری انجام شوند، محصول نهایی از نظر یکنواختی، پایداری ساختار و کیفیت ساخت در سطح بالاتری قرار می گیرد. به همین دلیل، تولید حرفه ای ایزوگام یک فرآیند کاملاً مهندسی شده و پیوسته است که به کنترل دقیق مواد، دما، ضخامت و ساختار لایه ای محصول نیاز دارد.


بررسی تجهیزات و تأسیسات خط تولید ایزوگام
برای تولید یک محصول استاندارد و قابل اعتماد، وجود تجهیزات دقیق و هماهنگ در خط اهمیت زیادی دارد. تجهیزات این خط باید از نظر توان، ایمنی و قابلیت کنترل فرایندها مناسب باشند تا محصول نهایی مطابق استاندارد ارائه شود. همچنین وجود تأسیساتی مانند سیستمهای گرمایشی، مخازن مواد و تجهیزات جانبی به ایجاد هماهنگی در مسیر تولید کمک میکند.
لیست تجهیزات
این تجهیزات شامل دستگاههایی برای آمادهسازی مواد، کنترل دما، شکلدهی و بستهبندی هستند. وجود این دستگاهها علاوه بر افزایش سرعت، باعث ارتقای کیفیت نهایی محصول نیز میشود. هر تجهیز باید با ظرفیت خط، نوع روکش و میزان تولید هماهنگ باشد تا عملکرد کلی مجموعه با بیشترین بهرهوری انجام شود.
۱. مخزن گرم کننده قیر
این مخزن وظیفه گرمکردن قیر را برعهده دارد و باید دارای کنترل دقیق دما باشد. وجود سیستم حرارتی استاندارد باعث روانشدن قیر و ایجاد شرایط مناسب برای ترکیب آن با مواد دیگر میشود. این مخزن باید عایقبندی مناسبی داشته باشد تا مصرف انرژی کاهش یابد و پایداری دما حفظ شود.
۲. میکسر ترکیب مواد
در این دستگاه مواد پایه شامل قیر، پلیمرها و افزودنیها ترکیب میشوند. میکسر باید قدرت کافی برای ایجاد مخلوط یکنواخت داشته باشد. یکنواختی مواد در این مرحله نقش مهمی در کیفیت محصول دارد و باعث افزایش مقاومت لایه نهایی میشود. وجود کنترلگرهای دما نیز برای این دستگاه ضروری است.
۳. دستگاه تغذیه لایه حامل
این دستگاه لایه تیشو یا پلیاستر را وارد خط میکند. عملکرد دقیق این بخش اهمیت زیادی دارد زیرا لایه پایه نقش اصلی در استحکام محصول دارد. دستگاه باید سرعت مناسب داشته باشد تا هماهنگی میان بخشهای مختلف خط حفظ شود.
۴. وان آغشته سازی
در این مرحله لایه حامل وارد وان مواد مذاب میشود. این دستگاه باید ظرفیت مناسب برای نگهداری مواد و پایداری دما داشته باشد. آغشتهسازی یکنواخت لایه یکی از مهمترین عواملی است که کیفیت محصول نهایی را تعیین میکند.
۵. غلتک های تنظیم ضخامت
این غلتکها ضخامت لایه نهایی را تنظیم میکنند و باعث ایجاد لایهای یکنواخت میشوند. دقت بالا در تنظیم فاصله غلتکها باعث میشود وزن و ضخامت محصول مطابق استاندارد باشد. این دستگاه باید از جنسی مقاوم در برابر گرما ساخته شده باشد.
۶. دستگاه افزودن روکش
در صورت استفاده از فویل یا پودرهای معدنی، این دستگاه لایه روکش را اضافه میکند. نوع روکش بسته به کاربرد محصول متفاوت است و انتخاب مناسب آن باعث افزایش مقاومت محصول در برابر نور، حرارت و ضربه میشود. دستگاه باید قابلیت تنظیم سرعت و فشار را داشته باشد.
۷. مسیر خنک سازی
این بخش شامل غلتکهای خنککننده و سیستمهای هوایی است که وظیفه پایین آوردن دمای محصول را برعهده دارند. خنکسازی مناسب باعث تثبیت ساختار لایهها میشود. این دستگاه باید با سرعت خط هماهنگ باشد تا کیفیت نهایی حفظ شود.
۸. دستگاه برش
در این دستگاه رولها به ابعاد استاندارد بریده میشوند. دقت برش تأثیر زیادی بر شکل نهایی محصول دارد. این دستگاه باید تیغههای مقاوم و قابلیت تنظیم طول برش داشته باشد تا محصول نهایی مطابق سلیقه بازار آماده شود.
۹. رول پیچ
این دستگاه لایه نهایی را بهصورت رولهای منظم جمعآوری میکند. تنظیم سرعت و فشار در این بخش اهمیت زیادی دارد. رولپیچ باید قادر باشد رولهایی با قطر و وزن استاندارد ایجاد کند تا روند بستهبندی بهصورت دقیق انجام شود.
۱۰. دستگاه بسته بندی
در این مرحله محصول بستهبندی میشود تا در برابر ضربه و رطوبت محافظت گردد. بستهبندی مناسب باعث حفظ کیفیت محصول در زمان حملونقل و انبارش میشود. بستهبندی استاندارد همچنین باعث سهولت در عرضه در بازار میشود.
در مجموع، انتخاب تجهیزات استاندارد و هماهنگ نقش مهمی در کیفیت نهایی محصول دارد. هر یک از دستگاههای این خط باید عملکرد دقیق و قابل کنترل داشته باشند تا فرآیند ساخت بدون نقص انجام شود. وجود تأسیسات مناسب مانند سیستمهای گرمایشی و مخازن ذخیره نیز برای اجرای صحیح پروژه ضروری است. استفاده از یک طرح صنعتی استاندارد در طراحی مجموعه، بهرهوری را افزایش میدهد و هزینههای عملیاتی را کاهش میدهد.

بررسی بازار داخلی و خارجی
بازار ایزوگام در ایران و کشورهای منطقه روندی روبهرشد دارد. افزایش ساختوساز و نیاز دائمی به عایقکاری باعث بالا رفتن تقاضا شده است. در داخل کشور، پروژههای جدید ساختمانی و بازسازی سازهها مصرف اصلی را تشکیل میدهند. در بازار خارجی نیز کشورهایی با اقلیم مرطوب یا در حال توسعه زیرساختها خریداران اصلی هستند. رقابت میان تولیدکنندگان باعث بهبود کیفیت و گسترش حضور در بازارهای منطقهای شده است. مجموع این شرایط نشان میدهد بر اساس روند افزایش پروژههای مسکن در سالهای اخیر و نیاز به عایقکاری، مصرف سالانه ایزوگام در بازار داخلی در حال افزایش است و بخش عمده آن در پروژههای مسکن و صنعتی مصرف میشود.
بازار داخلی
بازار داخلی ایزوگام بهدلیل رشد ساختوساز، افزایش جمعیت و نیاز به بازسازی ساختمانها همواره فعال است. پروژههای مسکن، واحدهای صنعتی و انبارها از مصرفکنندگان اصلی هستند. بخش خصوصی نیز بهدلیل اهمیت عایقکاری، سهم بالایی در مصرف دارد.
پیشبینی رشد بازار داخلی و عوامل آن
رشد بازار داخلی در آینده به دلیل توسعه زیرساختها، افزایش ساختوساز و نوسازی ساختمانهای قدیمی تقویت میشود. اجرای طرحهای مسکن نیز تقاضا را بیشتر خواهد کرد. تنوع محصول، بهبود کیفیت و گسترش شبکه توزیع از عوامل اصلی رشد هستند. آگاهی مصرفکنندگان و حمایتهای مالی در پروژههای عمرانی نیز این روند را تسریع میکند.
بازار خارجی طرح مرتبط با تولید ایزوگام
بازار خارجی ایزوگام عمدتاً در کشورهایی با اقلیم مرطوب یا در حال توسعه پروژههای عمرانی شکل گرفته است. کشورهای حوزه خلیج فارس، آسیای میانه، عراق و شمال آفریقا از خریداران اصلی هستند. محدود بودن ظرفیت تولید داخلی در برخی از این کشورها، فرصت صادرات را برای تولیدکنندگان ایرانی افزایش میدهد. قیمت رقابتی، کیفیت مناسب و دسترسی به مسیرهای حملونقل بینالمللی نیز جایگاه ایران را در این بازار تقویت کرده و امکان ایجاد ارزش افزوده را فراهم میکند.
پیشبینی رشد بازار خارجی و عوامل آن
رشد بازار خارجی در آینده به توسعه زیرساختها، پروژههای مسکن و ساختوساز در کشورهای دارای اقلیم مرطوب وابسته است. بازسازی کشورهای آسیبدیده نیز تقاضای جدید ایجاد میکند. قیمت مناسب، حملونقل آسان و دسترسی به بازارهای منطقه، صادرات را تقویت میکند. با افزایش کیفیت و رعایت استانداردهای بینالمللی، سهم تولیدکنندگان ایرانی در این بازار رشد خواهد کرد.
تحلیل SWOT مرتبط با طرح
تحلیل SWOT ابزاری کاربردی برای ارزیابی وضعیت یک فعالیت اقتصادی است و به تصمیمگیرندگان کمک میکند نقاط قوت، ضعف، فرصتها و تهدیدهای پیشرو را بهتر بشناسند. استفاده از این تحلیل در تولید ایزوگام باعث میشود سرمایهگذار چشمانداز روشنتری از شرایط بازار داشته باشد و مسیر توسعه را آگاهانهتر انتخاب کند. این مدل تحلیلی با بررسی چهار بُعد اصلی، تصویر دقیقی از موقعیت رقابتی و ظرفیت رشد ارائه میدهد.
۱. نقاط قوت :
- وجود دانش فنی داخلی برای ساخت محصول
- دسترسی مناسب به مواد اولیه در داخل کشور
- تقاضای ثابت در پروژههای عمرانی
- امکان تولید در ظرفیتهای مختلف
- هزینه عملیاتی قابل کنترل و ساختار قابل توسعه
۲. نقاط ضعف :
- نیاز به نیروی انسانی متخصص برای کار با دستگاهها
- حساسیت محصول به کیفیت مواد پایه
- هزینه اولیه بالا برای تهیه تجهیزات
- نیاز به نظارت مستمر برای کنترل کیفی
- وابستگی عملکرد خط به پایداری انرژی و حرارت
۳. فرصت ها :
- افزایش ساختوساز در شهرهای مختلف
- رشد تقاضا در پروژههای صنعتی و تجاری
- ایجاد امکان صادرات به کشورهای منطقه
- توسعه محصولات جدید با روکشهای متنوع
- افزایش توجه به عمر مفید سازهها و اهمیت عایقکاری استاندارد
۴. تهدید ها :
- رقابت قیمتی میان تولیدکنندگان داخلی
- نوسانات قیمت مواد اولیه
- قوانین سختگیرانه برای رعایت استانداردها
- تغییرات اقتصادی و محدودیتهای وارداتی مواد خاص
- احتمال ورود رقبای جدید به بازار
تحلیل SWOT نشان میدهد خط تولید ظرفیت رشد بالایی دارد. تقاضای پایدار، دسترسی به مواد اولیه و امکان توسعه ظرفیت از مزایای مهم هستند. در کنار این مزایا، چالشهایی مانند هزینه اولیه تجهیزات و حساسیت کیفیت نیز وجود دارد که با مدیریت صحیح قابل کنترل است. سرمایهگذاری که قصد احداث واحد ۳۰۰۰ تنی دارد، میتواند با استفاده از این تحلیل، ظرفیت را متناسب با توان تأمین قیر و بازار هدف تنظیم کند.
شاخص های مالی و اقتصادی
بررسی شاخصهای مالی و اقتصادی نشان میدهد سودآوری طرح به عواملی مانند ظرفیت سالانه، هزینه تجهیزات، قیمت مواد اولیه و شرایط بازار وابسته است. این شاخصها به سرمایهگذار کمک میکند هزینهها، درآمد و دوره بازگشت سرمایه را دقیقتر ببیند. با درنظرگرفتن هزینههای ثابت و جاری، تعداد نیرو و نرخ ارز، میتوان مسیر فعالیت را با شفافیت بیشتر و ریسک کمتر برنامهریزی کرد.
 ظرفیت تولید سالیانه: حدود ۳,۰۰۰ تن
ظرفیت تولید سالیانه: حدود ۳,۰۰۰ تن
 سطح سرمایه گذاری ثابت: حدود ۱,۲۵۰,۰۰۰ دلار
سطح سرمایه گذاری ثابت: حدود ۱,۲۵۰,۰۰۰ دلار
 نرخ برابری دلار: ۱۲۰,۰۰۰ تومان
نرخ برابری دلار: ۱۲۰,۰۰۰ تومان
 بازده داخلی: ۲۴ درصد
بازده داخلی: ۲۴ درصد
 هزینه ماشین آلات، تأسیسات و تجهیزات: حدود ۶۲۰,۰۰۰ دلار
هزینه ماشین آلات، تأسیسات و تجهیزات: حدود ۶۲۰,۰۰۰ دلار
 تعداد نیروی انسانی موردنیاز: ۲۸ نفر
تعداد نیروی انسانی موردنیاز: ۲۸ نفر
به استناد اطلاعات منتشر شده در سایت وزارت صنعت، معدن و تجارت (صمت)، داده های مالی این طرح از میانگین شاخص های هزینه ای پروژه های صنعتی مرتبط استخراج و تعدیل شده اند.
فعالیت تولید ایزوگام بهعنوان یکی از مسیرهای پایدار در بخش ساختوساز شناخته میشود و با توجه به نیاز گسترده بازار، میتواند بازده اقتصادی مناسبی ایجاد کند. بررسی شاخصهای مالی نشان میدهد میزان سرمایهگذاری، هزینه تجهیزات و ظرفیت سالانه از مهمترین عوامل تعیینکننده در نتیجه طرح هستند. کسبوکارهایی که از تجهیزات استاندارد، نیروی انسانی متخصص و برنامهریزی دقیق استفاده میکنند، امکان توسعه و افزایش رقابتپذیری بیشتری خواهند داشت. بازار داخلی و خارجی فرصتهای چشمگیری برای عرضه ایزوگام ایجاد کرده و تولیدکنندگان میتوانند متناسب با نیاز بازار، ظرفیت خود را افزایش دهند. در نهایت، ترکیب تحلیل بازار، بررسی امکانات فنی و ارزیابی شاخصهای مالی یک دید واقعبینانه در اختیار سرمایهگذاران قرار میدهد و آنها را برای ورود به این حوزه آمادهتر میکند. توجه به کیفیت مواد، بهروز بودن فناوریها و مدیریت هزینهها باعث میشود مسیر فعالیت از نظر اقتصادی پایدار باقی بماند و امکان گسترش آن در آینده فراهم شود.