🕓 آخرین بروزرسانی: ۱۴۰۵/۰۳/۲۳
طرح تولید قلاب جرثقیل یکی از اجزای حیاتی در سیستمهای جابجایی بار محسوب میشود و نقش مهمی در ایمنی، سرعت و دقت عملیات حمل دارد. این محصول در پروژههای ساختمانی، صنایع سنگین، معادن و کارخانجات مورد استفاده قرار میگیرد و تقاضای آن در بازار جهانی رو به افزایش است. به دلیل نیاز روزافزون به تجهیزات ایمن و مقاوم، سرمایهگذاری در تولید این قطعه میتواند بازده اقتصادی بالایی به همراه داشته باشد. انتخاب این حوزه برای سرمایهگذاری، علاوه بر تأمین نیاز داخلی، فرصت ورود به بازار صادراتی را نیز فراهم میکند. مجموعه آسان مشاور با بررسی دادههای صنعتی و تحلیل بازار، این حوزه را یکی از مسیرهای سودآور و کمریسک معرفی میکند.
«درخواست مشاوره تخصصی برای سرمایهگذاری»
طرح تولید قلاب جرثقیل و کاربرد آن در صنعت
قلاب جرثقیل (Crane Hook) در عملیات جابجایی اجسام سنگین نقش کلیدی دارد. این قطعه با طراحی ویژه خود، امکان بلند کردن بار در زاویههای مختلف را فراهم میسازد و در بسیاری از سیستمهای بالابر، جرثقیلهای ثابت و متحرک به کار میرود. در طرح تولید قلاب جرثقیل از فولادهای آلیاژی با استحکام بالا استفاده میشود تا در برابر فشار، خمش و ضربه مقاومت لازم را داشته باشند. این محصول با رعایت استانداردهای بینالمللی مانند DIN و ISO طراحی میشود و در صنایع نفت، گاز، پتروشیمی، فولاد و حملونقل کاربرد گسترده دارد. دوام بالا، ضریب اطمینان زیاد و قابلیت سفارشیسازی از جمله دلایلی است که موجب افزایش تقاضا برای آن در بازار داخلی و خارجی شده است.
معرفی قلاب جرثقیل
قلاب جرثقیل (Crane Hook) ابزاری فلزی است که معمولاً از فولاد کربنی یا آلیاژهای مقاوم ساخته میشود و برای اتصال بار به زنجیر، کابل یا سایر تجهیزات جابجایی به کار میرود. طراحی آن به گونهای است که در برابر خمش و شکستگی مقاومت زیادی داشته باشد و در صورت استفاده صحیح، ایمنی عملیات را تضمین کند. این قلابها در مدلهای مختلفی از جمله قلاب تکشاخه، دوشاخه، گردان و ایمن تولید میشوند. ساختار ساده اما دقیق قلاب، باعث شده تا در اغلب ماشینآلات بالابر مورد استفاده قرار گیرد و جزء جداییناپذیر تجهیزات حمل بار محسوب شود.
اهمیت در صنعت
قلاب جرثقیل در بسیاری از صنایع مادر نقش پشتیبان دارد و بدون آن امکان جابجایی تجهیزات سنگین یا قطعات صنعتی وجود ندارد. در صنعت ساختوساز برای بلند کردن مصالح، در صنایع فولاد برای حمل شمش و ورقهای فلزی و در صنایع پتروشیمی برای جابجایی تجهیزات سنگین به کار میرود. استفاده از قلابهای باکیفیت موجب افزایش ایمنی، کاهش خطر شکستگی بار و صرفهجویی در زمان عملیات میشود. این محصول به دلیل کاربرد گسترده، یکی از اقلام استراتژیک در زنجیره تأمین تجهیزات صنعتی محسوب میشود و تولید آن به رشد اقتصادی و خودکفایی صنعتی کشور کمک میکند.
کد آیسیک و کد تعرفه گمرکی
- کد آیسیک تولید قلاب جرثقیل : ۲۸۹۹۵۱۲۳۴۵
- کد تعرفه گمرکی (HS Code) : 732690


مراحل راه اندازی واحد تولید قلاب جرثقیل
راهاندازی یک واحد تولید قلاب جرثقیل نیازمند برنامهریزی دقیق، تحلیل بازار و انتخاب فناوری مناسب است. برای شروع این مسیر، باید ابتدا ظرفیت تقاضا مشخص شود و سپس زیرساختهای مالی، فنی و اجرایی به شکل مرحلهای طراحی شوند. انتخاب تجهیزات باکیفیت و رعایت الزامات ایمنی در فرآیند تولید، تأثیر مستقیم بر کیفیت نهایی محصول دارد. این مسیر علاوه بر برنامهریزی دقیق، به مدیریت صحیح منابع انسانی و کنترل هزینهها نیاز دارد تا در نهایت یک واحد پایدار و سودآور ایجاد شود.
معرفی گام به گام
فرایند راهاندازی این واحد شامل مراحل متعددی است که هر کدام به بهبود دقت، کاهش ریسک و افزایش کارایی کمک میکنند. در هر مرحله باید به بررسی منابع، تجهیزات، نیروی انسانی و نیاز بازار توجه شود تا پروژه در مسیر درستی قرار گیرد.
۱. بررسی تقاضا و تحلیل بازار هدف :
در نخستین گام، وضعیت بازار و تقاضای داخلی و خارجی برای قلابهای صنعتی بررسی میشود. شناخت مشتریان، شناسایی رقبا و تحلیل روند قیمتگذاری از اصلیترین اقدامات این بخش است. بر اساس دادههای بهروز میتوان ظرفیت بازار را تخمین زد و موقعیتهای رشد را شناسایی کرد.
۲. نگارش طرح اولیه :
در این مرحله، طرح توجیهی فنی و اقتصادی تهیه میشود تا چشمانداز پروژه و نیازهای سرمایهگذاری مشخص گردد. این طرح شامل هدفگذاری تولید، هزینههای ثابت، متغیر و برآورد سودآوری است. وجود یک طرح دقیق، مسیر اجرای پروژه را شفاف کرده و مبنایی برای دریافت مجوزها و جذب سرمایهگذار محسوب میشود.
۳. اخذ مجوزهای لازم :
پس از تدوین طرح، باید مجوزهای قانونی از نهادهایی مانند وزارت صنعت، معدن و تجارت، سازمان محیطزیست و شهرداری اخذ شود. رعایت الزامات فنی و ایمنی در این مرحله الزامی است تا مجوز بهرهبرداری و ساخت بهدرستی صادر شود.
۴. تأمین منابع مالی :
تعیین روش تأمین سرمایه از مهمترین بخشهای آغاز کار است. بسته به ابعاد پروژه، میتوان از منابع شخصی، تسهیلات بانکی یا سرمایهگذاران مشارکتی استفاده کرد. داشتن برنامه مالی دقیق باعث کاهش ریسک نقدینگی در مراحل بعدی میشود.
۵. انتخاب مکان مناسب :
انتخاب محل مناسب برای استقرار واحد از نظر دسترسی به بازار مصرف، هزینه حملونقل و مجاورت با تأمینکنندگان مواد اولیه اهمیت بالایی دارد. مکان باید دارای زیرساختهایی مانند برق صنعتی، گاز، آب و راه دسترسی باشد.
۶. تهیه تجهیزات، تأسیسات و زیرساختهای لازم :
در این مرحله، باید تجهیزات موردنیاز شامل دستگاههای فورج، تراش، کورههای حرارتی، سیستمهای کنترل کیفیت و ابزارهای اندازهگیری دقیق تهیه شوند. طراحی تأسیسات باید بهگونهای باشد که جریان کار، ایمن و روان انجام گیرد و بهرهوری تولید افزایش یابد.
۷. تأمین نیروی انسانی :
نیروی متخصص نقش حیاتی در موفقیت واحد دارد. مهندسان مکانیک، کارشناسان کنترل کیفیت، اپراتورهای دستگاه و نیروهای پشتیبانی هر یک وظیفهای خاص برعهده دارند. آموزش مداوم و بهروزرسانی مهارتها در این مرحله ضروری است.
۸. تولید آزمایشی :
در این گام، تجهیزات نصب و تنظیم میشوند و تولید آزمایشی آغاز میگردد. این مرحله برای شناسایی نقاط ضعف خط و اصلاح آنها پیش از شروع تولید انبوه انجام میشود. تولید آزمایشی امکان کنترل کیفیت و بهینهسازی فرآیند را فراهم میکند.
۹. نظارت و کنترل کیفیت :
کنترل کیفیت در تمامی مراحل باید بهصورت دقیق انجام شود. آزمونهای فنی شامل تست خمش، مقاومت کششی و بررسی ظاهری قلابها بهصورت مستمر انجام میشود تا محصولات نهایی با استانداردهای بینالمللی تطابق داشته باشند.
۱۰. تولید تجاری و ارزیابی مستمر :
پس از تأیید تمامی فرآیندها، تولید تجاری آغاز میشود. ارزیابی مستمر عملکرد، تحلیل هزینهها، بررسی رضایت مشتریان و توسعه محصولات جدید از اقدامات حیاتی در این مرحله است. تداوم بهبود فرآیندها موجب افزایش بهرهوری و سودآوری واحد خواهد شد.
راهاندازی واحد تولید قلاب جرثقیل فرآیندی چندمرحلهای است که از تحلیل بازار تا تولید نهایی را دربرمیگیرد. رعایت ترتیب گامها، بهرهگیری از فناوریهای نوین و انتخاب نیروی متخصص، نقش تعیینکنندهای در کیفیت محصول و پایداری اقتصادی دارد. اجرای این پروژه میتواند فرصتهای اشتغال قابلتوجهی ایجاد کرده و موجب ارتقای توان صنعتی کشور شود. استفاده از مشاورههای تخصصی آسان مشاور، مسیر را برای سرمایهگذاران شفافتر و مطمئنتر میکند.

روند تولید قلاب جرثقیل؛ راهنمای جامع برای تولیدکنندگان
قلاب جرثقیل یکی از مهم ترین قطعات در سیستم های لیفتینگ است و باید همزمان استحکام بالا، چقرمگی مناسب، مقاومت به سایش و ایمنی عملیاتی داشته باشد. در منابع صنعتی، قلاب های لیفتینگ معمولا به صورت فورج شده تولید می شوند و پس از آن مراحل عملیات حرارتی، آزمون، بازرسی و proof test را طی می کنند. بعضی سازندگان نیز صراحتا روی forged hooks، heat treated، quenched and tempered، proof tested تاکید کرده اند.
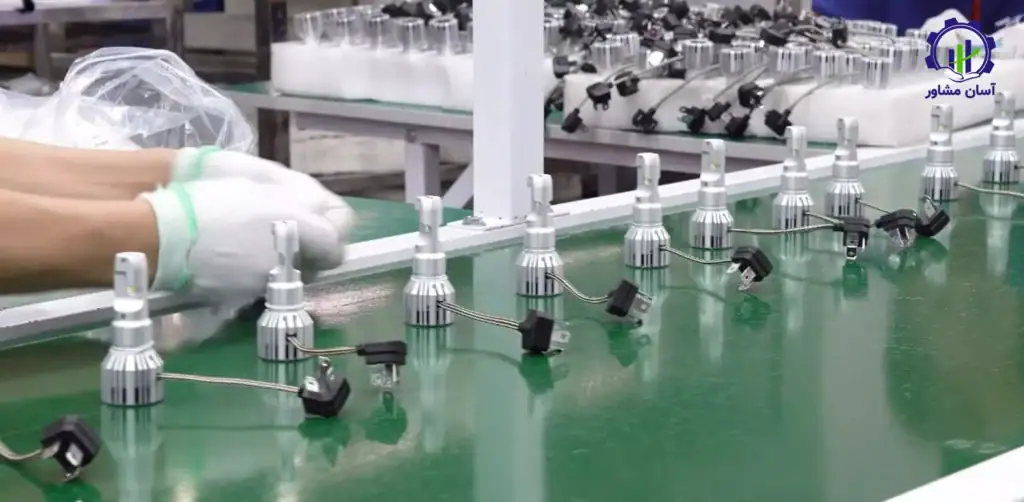
فرآیند تولید قلاب جرثقیل
تولید قلاب جرثقیل یک فرآیند آهنگری و ماشین کاری دقیق است که از انتخاب فولاد مناسب شروع می شود و تا شکل دهی گرم، سوراخ کاری یا ماشین کاری ناحیه نشیمن، عملیات حرارتی، سنگ زنی، بازرسی غیرمخرب، آزمون بار و پوشش نهایی ادامه پیدا می کند. در مستندات فنی مربوط به قلاب ها و تجهیزات لیفتینگ نیز به اهمیت surface inspection، magnetic particle یا dye penetrant inspection و همچنین proof testing اشاره شده است.
۱. انتخاب مواد اولیه
در شروع کار، باید فولاد مناسب برای ساخت قلاب انتخاب شود. کیفیت ماده اولیه پایه ایمنی کل محصول نهایی را تعیین می کند.
- فولاد آلیاژی فورج شونده: در منابع صنعتی، قلاب های لیفتینگ معمولا از forged alloy steel ساخته می شوند. این نوع فولاد بعد از عملیات حرارتی، استحکام و چقرمگی مناسبی برای باربرداری ایجاد می کند.
- قابلیت عملیات حرارتی: ماده اولیه باید برای quench and temper یا عملیات حرارتی مشابه مناسب باشد. اگر فولاد پاسخ حرارتی خوبی نداشته باشد، قلاب در سرویس ایمن نخواهد بود.
- کنترل سلامت متالورژیکی: شمش یا بیلت مصرفی نباید ترک، جدایش شدید یا عیوب داخلی جدی داشته باشد، چون این عیوب بعدا در ناحیه گلویی یا بدنه قلاب خطرناک می شوند. این موضوع از منطق استاندارد تولید قطعات فورج سنگین پیروی می کند.
۲. برش و آماده سازی قطعه خام
بعد از انتخاب فولاد، ماده اولیه باید به ابعاد مناسب برش بخورد و برای آهنگری آماده شود. این مرحله روی یکنواختی تولید اثر زیادی دارد.
- برش بیلت یا شمش: قطعه خام باید بر اساس وزن و ابعاد قلاب نهایی بریده شود تا فلز کافی برای فرم دهی وجود داشته باشد. برش دقیق باعث کاهش پرت و کنترل بهتر وزن می شود.
- پیش گرم کردن اولیه: قطعه خام معمولا پیش از آهنگری تا دمای مناسب گرم می شود تا شکل دهی گرم راحت تر انجام شود. در قطعات فورجی لیفتینگ، این کار یک مرحله پایه است.
- کنترل یکنواختی دما: اگر دمای قطعه در همه بخش ها یکسان نباشد، شکل دهی به درستی انجام نمی شود و امکان ترک یا اعوجاج بالا می رود. این موضوع در قطعات سنگین اهمیت بیشتری دارد.
۳. آهنگری و شکل دهی بدنه قلاب
هسته اصلی تولید قلاب در همین مرحله انجام می شود. در این بخش، بیلت گرم شده تحت فشار شکل می گیرد و فرم اصلی قلاب به دست می آید.
- فورج گرم: منابع صنعتی روی forged hooks تاکید دارند. فورج باعث می شود جریان الیاف فلز در راستای فرم قلاب قرار بگیرد و استحکام مکانیکی قطعه بهتر شود.
- تشکیل گلویی و نوک قلاب: در این مرحله، بخش های حساس مانند بدنه خمیده، نوک و قسمت باربر شکل می گیرند. دقت این فرم دهی برای توزیع تنش بسیار مهم است.
- کاهش عیوب هندسی: اگر آهنگری درست انجام نشود، عدم تقارن، تاب یا تمرکز تنش در نواحی حساس ایجاد می شود. به همین دلیل، کنترل پرس و قالب در این بخش اهمیت زیادی دارد.
۴. برش اضافات و تمیزکاری فورج
بعد از شکل دهی، قطعه هنوز زوائد فورج و لبه های اضافی دارد. این بخش باید قبل از ماشین کاری اصلاح شود.
- حذف پلیسه و فلش فورج: زوائد اطراف قطعه باید بریده شوند تا فرم خام قلاب به شکل استاندارد نزدیک شود. باقی ماندن این زوائد هم ظاهر را خراب می کند و هم ماشین کاری را سخت تر می سازد.
- تمیزکاری سطح اولیه: اکسیدها و پوسته های سطحی باید تا حد لازم حذف شوند تا سطح برای بازرسی و ماشین کاری آماده شود. این موضوع در کیفیت نهایی نقش دارد.
- بازرسی اولیه شکل: در همین مرحله، قطعه از نظر شکستگی، عدم پرشدگی یا عیب شدید ظاهری بررسی می شود تا فقط قطعات سالم وارد مراحل بعد شوند.
۵. ماشین کاری نهایی
بعد از فورج، قلاب وارد ماشین کاری می شود تا ابعاد نهایی، محل نشیمن و سطوح حساس آن دقیق شوند. این بخش برای نصب و عملکرد درست مهم است.
- ماشین کاری سوراخ یا نشیمن شفت: اگر قلاب از نوع شَنک دار یا دارای محور باشد، محل اتصال باید ماشین کاری دقیق شود تا مونتاژ درست انجام گیرد.
- تنظیم ابعاد حساس: ضخامت گلویی، دهانه قلاب و ناحیه باربر باید در محدوده طراحی باشند، چون روی ظرفیت باربرداری اثر مستقیم دارند.
- بهبود کیفیت سطح: سطوح حساس باید به اندازه ای صاف و بدون خط عمیق باشند که تمرکز تنش در آنها ایجاد نشود. این موضوع در قطعات لیفتینگ بسیار مهم است.
۶. عملیات حرارتی
بعد از ماشین کاری یا در توالی مناسب تولید، قلاب باید عملیات حرارتی شود تا خواص مکانیکی نهایی به دست آید. در منابع صنعتی بارها به این مرحله اشاره شده است.
- سخت کاری و بازپخت: بعضی سازندگان به طور مشخص از عبارت quenched and tempered برای قلاب های فورج شده استفاده کرده اند. این فرآیند تعادل خوبی بین استحکام و چقرمگی ایجاد می کند.
- افزایش استحکام و دوام: عملیات حرارتی درست باعث می شود قلاب در برابر بارگذاری تکراری، ضربه و تغییر شکل دائمی مقاوم تر شود. این بخش برای ایمنی حیاتی است.
- کنترل اعوجاج: بعد از عملیات حرارتی باید راستایی و ابعاد قطعه دوباره بررسی شود، چون گرمایش و سرمایش می تواند باعث تغییرات جزئی در شکل شود.
۷. سنگ زنی و پرداخت نهایی
پس از عملیات حرارتی، سطوح قلاب باید نهایی سازی شوند. این مرحله بیشتر برای حذف ناصافی های موضعی و بهبود ایمنی سطحی اهمیت دارد.
- حذف لبه های تیز: لبه های تیز یا جای باقی مانده از ماشین کاری باید اصلاح شوند تا در حین کار، تمرکز تنش و آسیب موضعی ایجاد نشود.
- بهبود سطح ناحیه باربر: بخشی که با اسلینگ، زنجیر یا بار در تماس است باید سطح مناسبی داشته باشد تا سایش و آسیب کمتر شود.
- آماده سازی برای بازرسی: سطح مناسب کمک می کند آزمون های غیرمخرب مانند ذرات مغناطیسی یا مایع نافذ با دقت بیشتری انجام شوند.
۸. بازرسی غیرمخرب و کنترل عیوب
در قطعات لیفتینگ، بازرسی فقط ظاهری نیست و باید عیوب سطحی یا بعضی ناپیوستگی ها کنترل شوند. منابع صنعتی به این موضوع تاکید کرده اند.
- آزمون ذرات مغناطیسی یا مایع نافذ: در مستندات Crosby آمده که در صورت لزوم، تجهیزات لیفتینگ باید تحت magnetic particle surface inspection یا dye penetrant inspection قرار گیرند.
- کنترل ترک های سطحی: این آزمون ها برای شناسایی ترک های ریز، ناپیوستگی های سطحی و عیوبی مفیدند که در نگاه عادی دیده نمی شوند. برای قلاب جرثقیل این بخش بسیار مهم است.
- حذف قطعات معیوب: هر قطعه ای که در این مرحله عیب بحرانی نشان دهد، باید از چرخه تولید یا عرضه خارج شود تا ایمنی نهایی حفظ گردد.
۹. آزمون بار و کنترل نهایی
قبل از عرضه، قلاب باید از نظر عملکرد و تحمل بار هم بررسی شود. در منابع صنعتی، proof testing به عنوان مرحله ای مهم ذکر شده است.
- Proof Test: بعضی سازندگان به طور مستقیم قلاب ها را proof tested معرفی می کنند. این آزمون برای اطمینان از تحمل بار مشخص بدون آسیب دائمی انجام می شود.
- کنترل ابعاد نهایی: دهانه قلاب، ضخامت، راستایی و نشیمن اتصال باید با نقشه و ظرفیت نامی هماهنگ باشند. این موضوع هم روی نصب و هم روی عملکرد باربرداری اثر دارد.
- نشانه گذاری ظرفیت و رهگیری: قلاب باید دارای مشخصات ظرفیت، سری تولید یا اطلاعات رهگیری باشد تا در بهره برداری و بازرسی های بعدی قابل شناسایی باشد.
۱۰. پوشش دهی، بسته بندی و انبارش
در پایان، قلاب باید در برابر خوردگی و آسیب حمل محافظت شود. این مرحله برای حفظ کیفیت تا زمان نصب یا مصرف اهمیت دارد.
- پوشش محافظ یا رنگ: بعضی محصولات صنعتی دارای پوشش رنگی یا محافظ سطحی هستند تا خوردگی کمتر شود و شناسایی محصول آسان تر باشد. در نمونه های صنعتی، رنگ آمیزی پودری نیز دیده می شود.
- بسته بندی ایمن: قلاب باید طوری بسته بندی شود که در حمل و نقل ضربه شدید، لب پریدگی سطحی یا آسیب به نشانه گذاری ها رخ ندهد.
- انبارش در محیط مناسب: نگهداری در محیط خشک و کنترل شده باعث می شود کیفیت سطح و پوشش محصول تا زمان استفاده حفظ شود.
تولید قلاب جرثقیل یک فرآیند تخصصی در حوزه قطعات لیفتینگ است که از انتخاب فولاد آلیاژی فورج شونده آغاز می شود و تا آهنگری، ماشین کاری، عملیات حرارتی، بازرسی غیرمخرب و proof test ادامه پیدا می کند. منابع صنعتی نشان می دهند که قلاب های باکیفیت معمولا forged، heat treated، quenched and tempered و proof tested هستند و برای افزایش ایمنی، در صورت نیاز تحت magnetic particle یا dye penetrant inspection نیز قرار می گیرند. اگر این مراحل با کنترل دقیق اجرا شوند، محصول نهایی از نظر استحکام، دوام و ایمنی عملیاتی، عملکرد قابل اعتمادی در سیستم های جرثقیلی و لیفتینگ خواهد داشت.


بررسی تجهیزات و تأسیسات خط تولید قلاب جرثقیل
برای تولید قلاب جرثقیل، مجموعهای از تجهیزات تخصصی نیاز است که هر کدام نقش مهمی در دقت، سرعت و کیفیت نهایی دارند. طراحی درست چیدمان خط، موجب کاهش هدررفت انرژی و افزایش راندمان کار میشود. استفاده از دستگاههای مدرن با کنترل دیجیتال و سیستمهای ایمنی هوشمند، باعث میشود فرآیند تولید با حداقل خطا انجام گیرد. همچنین تأسیسات زیرساختی مانند برق سهفاز صنعتی، تهویه مناسب و سیستمهای کنترل دما برای حفظ ایمنی کارگاه ضروری هستند.
لیست تجهیزات
در ادامه، مهمترین تجهیزات و تأسیساتی که در خط تولید قلاب جرثقیل بهکار میروند معرفی شدهاند. هرکدام از این ابزارها وظیفهای خاص در آمادهسازی، شکلدهی، پردازش و کنترل کیفیت محصول بر عهده دارند. رعایت استانداردهای نصب و نگهداری برای هر دستگاه، تضمینکنندهی عملکرد مستمر و کاهش توقفات خط خواهد بود.
۱. دستگاه فورج گرم (Forging Press)
این دستگاه اصلیترین ابزار در شکلدهی فلزات است. با اعمال فشار بالا در دمای زیاد، فولاد به فرم اولیه قلاب تبدیل میشود. کنترل دما و فشار در این دستگاه بسیار حیاتی است زیرا مستقیماً بر خواص مکانیکی قطعه اثر میگذارد.
۲. کوره عملیات حرارتی
کوره حرارتی برای انجام فرآیندهای کوئنچ و تمپر به کار میرود. این تجهیزات با کنترل دقیق دما، موجب افزایش سختی و مقاومت قلابها میشوند. نوع سوخت و طراحی کوره باید به گونهای باشد که گرما بهطور یکنواخت توزیع گردد.
۳. دستگاه تراش CNC
برای اصلاح ابعاد و شکل دقیق قلابها از دستگاههای تراش CNC استفاده میشود. این دستگاهها با دقت بالا و نرمافزارهای هوشمند، سطح قلاب را صیقل داده و ابعاد را با تلرانس بسیار کم تنظیم میکنند.
۴. دستگاه فرزکاری و سوراخکاری
در این مرحله، بخشهای جانبی مانند محل اتصال زنجیر یا ضامن ایمنی آمادهسازی میشود. دستگاه فرز، با تیغههای فولادی، عملیات شکلدهی دقیق را انجام میدهد و سوراخکاری بر اساس نقشههای مهندسی انجام میگردد.
۵. سیستمهای تست و کنترل کیفیت
این سیستمها شامل دستگاههای تست کشش، تست خمش و تست خستگی هستند. با استفاده از این تجهیزات، میزان تحمل بار و مقاومت قلابها در شرایط مختلف اندازهگیری میشود. این مرحله برای تضمین ایمنی محصول ضروری است.
۶. دستگاه سنگزنی و پرداخت سطحی
برای حذف زبریهای سطح و ایجاد ظاهر صاف و براق از دستگاه سنگزنی استفاده میشود. سپس پرداخت سطحی بهوسیله برسهای صنعتی انجام میگیرد تا سطح برای پوششدهی آماده شود.
۷. تجهیزات پوششدهی و رنگ پودری
این تجهیزات برای محافظت از قلاب در برابر زنگزدگی و عوامل محیطی استفاده میشوند. رنگ پودری با روش الکترواستاتیک روی سطح پاشیده و در دمای بالا پخت میشود تا لایهای مقاوم و یکنواخت ایجاد گردد.
۸. سیستم تهویه و فیلتراسیون صنعتی
در کارگاههای فلزی، کنترل دما و ذرات معلق اهمیت زیادی دارد. سیستم تهویه با فیلترهای چندمرحلهای، هوای محیط را تصفیه کرده و از آسیب به سلامت کارکنان جلوگیری میکند.
۹. تجهیزات بستهبندی و لیبلگذاری
در پایان، قلابها پس از تست نهایی وارد مرحله بستهبندی میشوند. دستگاههای بستهبندی اتوماتیک با درج برچسب مشخصات فنی، محصول را برای ارسال آماده میکنند. استفاده از بستهبندی مقاوم از آسیب در زمان حمل جلوگیری میکند.
۱۰. تأسیسات زیربنایی
تأمین برق سهفاز، آب صنعتی، سیستم گاز و خطوط هوای فشرده از الزامات اولیه این واحد است. طراحی ایمن و استاندارد این تأسیسات، پایداری عملیات را تضمین میکند و از بروز حوادث ناگهانی جلوگیری مینماید.
انتخاب تجهیزات مناسب برای تولید قلاب جرثقیل عامل تعیینکننده در کیفیت، ایمنی و سرعت تولید است. هماهنگی میان ماشینآلات، طراحی کارگاه و آموزش اپراتورها موجب افزایش بهرهوری و کاهش ضایعات میشود. اجرای درست این فرآیندها، این مجموعه را در ردهی یک طرح صنعتی موفق قرار میدهد و مسیر توسعه صادرات را هموار میسازد.

بررسی بازار داخلی و خارجی
بازار قلاب جرثقیل یکی از بخشهای پایدار در حوزه تجهیزات جابجایی صنعتی است. تقاضا برای این محصول به دلیل رشد پروژههای ساختمانی، صنعتی و زیرساختی در سالهای اخیر افزایش یافته است. در ایران، افزایش ظرفیت کارخانههای فولاد، رشد صنایع سنگین و پروژههای نفت و گاز باعث شده نیاز به این قطعه حیاتی بیش از گذشته احساس شود. در بازار جهانی نیز به دلیل توسعه بنادر، صنایع خودروسازی و تجهیزات لجستیکی، میزان مصرف این محصول در حال افزایش است. بررسی دقیق بازارهای داخلی و خارجی، مسیر مناسبی برای تصمیمگیری سرمایهگذاران و تولیدکنندگان فراهم میکند.
بازار داخلی
در بازار داخلی، تقاضا برای قلاب جرثقیل عمدتاً از سوی کارخانههای فولاد، کارگاههای ساخت سازههای فلزی، شرکتهای پیمانکاری و پروژههای عمرانی بزرگ شکل میگیرد. این محصول در صنایع نفت و پتروشیمی نیز کاربرد گسترده دارد. افزایش سرمایهگذاری در پروژههای زیرساختی و رشد فعالیتهای صنعتی، موجب شده نیاز به تجهیزات ایمن و استاندارد افزایش یابد. تولیدکنندگان داخلی توانستهاند بخشی از این نیاز را تأمین کنند، اما هنوز بخشی از بازار وابسته به واردات از کشورهایی مانند چین، هند و آلمان است.
پیشبینی رشد بازار داخلی و عوامل آن
انتظار میرود در پنج سال آینده، بازار داخلی قلاب جرثقیل رشد متوسط سالانه ۶ تا ۸ درصدی را تجربه کند. توسعه صنایع فولاد، پروژههای عمرانی ملی و افزایش سختگیریهای ایمنی در کارگاهها از مهمترین عوامل این رشد هستند. همچنین برنامههای نوسازی تجهیزات صنعتی و جایگزینی محصولات قدیمی با قلابهای ایمنتر، به گسترش بازار کمک میکند. حمایتهای دولتی از تولیدکنندگان داخلی و تسهیلات صنعتی نیز در افزایش سهم بازار داخلی نقش چشمگیری خواهند داشت.
بازار خارجی طرح مرتبط با تولید قلاب جرثقیل
در بازار بینالمللی، قلاب جرثقیل جزو محصولات پرمصرف در بخش حملونقل و صنایع سنگین است. کشورهای آسیای شرقی، اروپایی و آمریکای شمالی بزرگترین مصرفکنندگان و صادرکنندگان این محصول محسوب میشوند. در سالهای اخیر، کشورهایی مانند چین و کره جنوبی به دلیل ظرفیت بالای تولید، بیشترین سهم صادرات را در اختیار دارند. با این حال، کشورهای در حال توسعه نیز بهدنبال ورود به این بازار هستند. برای تولیدکنندگان ایرانی، بازار کشورهای همسایه مانند عراق، ارمنستان، آذربایجان و افغانستان میتواند مقصدی مناسب برای صادرات باشد. کیفیت بالا، قیمت رقابتی و دسترسی سریع از مزیتهای اصلی صادرات این محصول از ایران محسوب میشود.
پیشبینی رشد بازار خارجی و عوامل آن
بر اساس دادههای جهانی، تقاضای بینالمللی برای قلابهای صنعتی تا سال ۲۰۳۰ حدود ۷ درصد رشد سالانه خواهد داشت. گسترش پروژههای زیربنایی در خاورمیانه و آفریقا، توسعه صنایع معدنی و افزایش نیاز به تجهیزات ایمن در صنایع بندری از دلایل این رشد هستند. پیشرفت فناوریهای تولید و بهبود استانداردهای جهانی نیز موجب شده محصولات باکیفیت، سهم بیشتری از بازار جهانی را به خود اختصاص دهند. تولیدکنندگانی که بتوانند استانداردهای بینالمللی مانند ISO و CE را رعایت کنند، در آینده فرصت صادراتی بالاتری خواهند داشت.
بازار قلاب جرثقیل در داخل و خارج کشور چشمانداز روشنی دارد. با توجه به رشد صنایع سنگین، نیاز پروژههای عمرانی و توسعه زیرساختهای لجستیکی، تقاضا برای این محصول در حال افزایش است. تمرکز بر کیفیت ساخت، رعایت استانداردهای بینالمللی و حضور فعال در بازارهای صادراتی میتواند مسیر رشد پایدار را برای تولیدکنندگان فراهم کند. سرمایهگذاران با ورود هوشمندانه به این حوزه، قادر خواهند بود از روند صعودی تقاضا در آینده بهرهمند شوند.
تحلیل SWOT مرتبط با طرح
تحلیل SWOT ابزاری استراتژیک برای شناسایی عوامل درونی و بیرونی مؤثر بر موفقیت یک پروژه محسوب میشود. این تحلیل، به تصمیمگیرندگان کمک میکند تا نقاط قوت و ضعف داخلی را بشناسند و فرصتها و تهدیدهای محیطی را ارزیابی کنند. در پروژههایی مانند تولید قلاب جرثقیل، استفاده از این تحلیل موجب میشود برنامهریزی دقیقتری در زمینه بازاریابی، سرمایهگذاری و مدیریت تولید انجام گیرد.
۱. نقاط قوت :
- بهرهگیری از مواد اولیه باکیفیت و در دسترس داخلی که هزینه تولید را کاهش میدهد.
- قابلیت طراحی و ساخت در ابعاد مختلف متناسب با نیاز صنایع گوناگون.
- افزایش ایمنی و کارایی در صنایع سنگین که موجب اعتماد مشتریان میشود.
- امکان صادرات به بازارهای منطقهای با هزینه حملونقل پایین.
- توانایی ایجاد اشتغال پایدار در بخشهای فنی و مهندسی.
۲. نقاط ضعف :
- نیاز به سرمایه اولیه نسبتاً بالا برای خرید تجهیزات و راهاندازی کامل خط تولید.
- محدودیت در دسترسی به فناوریهای پیشرفته عملیات حرارتی در برخی کارگاهها.
- کمبود نیروی متخصص در زمینه طراحی صنعتی و کنترل کیفیت دقیق.
- نوسان قیمت فولاد و تأثیر آن بر هزینه نهایی محصول.
۳. فرصت ها :
- رشد صنایع نفت، گاز و فولاد که موجب افزایش تقاضا برای تجهیزات حملونقل صنعتی میشود.
- توسعه پروژههای عمرانی بزرگ در داخل و کشورهای همسایه.
- امکان جذب سرمایهگذار خارجی و انتقال فناوریهای جدید تولید.
- افزایش تمایل بازارهای بینالمللی به محصولات ایمن و دارای گواهی استاندارد.
- حمایتهای دولتی از بخش تولید و صادرات تجهیزات صنعتی.
۴. تهدید ها :
- رقابت شدید با تولیدکنندگان ارزانقیمت خارجی، بهویژه چین و هند.
- احتمال کاهش تقاضا در دورههای رکود اقتصادی.
- تغییرات سریع استانداردهای ایمنی جهانی که نیاز به بهروزرسانی فناوری را افزایش میدهد.
- وابستگی برخی مواد پوششی به واردات که در شرایط تحریم میتواند چالشزا باشد.
نتایج تحلیل نشان میدهد تولید قلاب جرثقیل با وجود برخی چالشها، از پتانسیل رشد بالایی برخوردار است. نقاط قوت داخلی و فرصتهای محیطی بهخوبی میتوانند ضعفها و تهدیدها را پوشش دهند. با بهکارگیری راهکارهای مدیریتی مناسب، توسعه فناوریهای تولید و بهرهگیری از مشاورههای تخصصی، میتوان جایگاه رقابتی این صنعت را در بازار داخلی و خارجی تقویت کرد. اجرای تحلیل SWOT بهصورت منظم، مسیر بهبود مستمر و تصمیمگیری استراتژیک را برای مدیران و سرمایهگذاران هموار میکند.
شاخص های مالی و اقتصادی
شاخصهای مالی یکی از مهمترین ابزارهای ارزیابی اقتصادی در هر پروژه صنعتی محسوب میشوند. این شاخصها به سرمایهگذاران کمک میکنند تا بازدهی و میزان سودآوری را در مقایسه با هزینههای اولیه بسنجند. در پروژه تولید قلاب جرثقیل، متغیرهایی مانند ظرفیت تولید، هزینه تجهیزات، سرمایهگذاری ثابت، نرخ بازده داخلی و تعداد نیروی انسانی تأثیر مستقیم بر عملکرد اقتصادی دارند. بررسی دقیق این شاخصها میتواند دید شفافی از پایداری مالی و سودآوری پروژه ارائه دهد.
 ظرفیت تولید سالیانه: ۱۲۰,۰۰۰ عدد قلاب
ظرفیت تولید سالیانه: ۱۲۰,۰۰۰ عدد قلاب
 سطح سرمایه گذاری ثابت: نزدیک به ۱,۵۰۰,۰۰۰ دلار
سطح سرمایه گذاری ثابت: نزدیک به ۱,۵۰۰,۰۰۰ دلار
 نرخ برابری دلار: ۱۰۰,۰۰۰ تومان
نرخ برابری دلار: ۱۰۰,۰۰۰ تومان
 بازده داخلی: ۲۶ درصد
بازده داخلی: ۲۶ درصد
 هزینه ماشین آلات، تأسیسات و تجهیزات: نزدیک به ۶۸۰,۰۰۰ دلار
هزینه ماشین آلات، تأسیسات و تجهیزات: نزدیک به ۶۸۰,۰۰۰ دلار
 تعداد نیروی انسانی موردنیاز: حدود ۲۸ نفر
تعداد نیروی انسانی موردنیاز: حدود ۲۸ نفر
این ارقام نمونه آموزشی اند و نیازمند طرح اختصاصی و استعلام قیمت روز ماشین آلات و … میباشند.
به استناد اطلاعات منتشر شده در سایت وزارت صنعت، معدن و تجارت (صمت)، داده های مالی این طرح از میانگین شاخص های هزینه ای پروژه های صنعتی مرتبط استخراج و تعدیل شده اند.
تحلیل شاخصهای مالی نشان میدهد که سرمایهگذاری در حوزه تولید قلاب جرثقیل از دید اقتصادی مقرونبهصرفه است. با توجه به نرخ بازده داخلی بیش از ۲۵ درصد و دوره بازگشت سرمایه کمتر از چهار سال، این پروژه میتواند سودآوری پایداری برای سرمایهگذاران به همراه داشته باشد. استفاده از فناوریهای جدید در فرآیند ساخت، کنترل کیفیت دقیق و تمرکز بر بازارهای صادراتی موجب میشود این کسبوکار در بلندمدت رشد قابلتوجهی تجربه کند. همچنین ایجاد اشتغال مستقیم و غیرمستقیم، نقش اجتماعی مهمی در توسعه صنعتی ایفا خواهد کرد.